Hvad gør LSR sprøjtestøbning fundamentalt anderledes
Sprøjtestøbning af flydende silikonegummi (LSR) er en præcisionsfremstillingsproces, der adskiller sig fra konventionel termoplastisk sprøjtestøbning i næsten alle kritiske parametre. Hvor termoplastisk støbning sprøjter et opvarmet materiale ind i en afkølet støbeform for at størkne, gør LSR-støbning det modsatte: en kold, to-komponent flydende silikoneforbindelse sprøjtes ind i en opvarmet støbeform, hvor den gennemgår en additionshærdende tværbindingsreaktion og permanent vulkaniseres til en fleksibel, holdbar elastomer del. Denne termiske inversion - kold indsprøjtning i en varm form - definerer hele maskinarkitekturen, formdesignfilosofien og processtyringsstrategien, der kræves for en vellykket LSR-produktion. At forstå denne grundlæggende vending er udgangspunktet for enhver, der specificerer, betjener eller designer omkring en LSR-sprøjtestøbemaskine.
LSR-forbindelser leveres som todelte systemer: Del A indeholder basispolymeren med en platinkatalysator, og del B indeholder tværbinderen og inhibitorpakken. Disse to komponenter opbevares separat for at forhindre for tidlig hærdning, afmålt i et 1:1-forhold af maskinens doseringssystem, blandet i en statisk blander umiddelbart før injektion og leveret til formen i et termisk konditioneret, stærkt kontrolleret flow. Hele materialehåndterings- og indsprøjtningssystemet skal holdes ved temperaturer mellem 5°C og 25°C for at forhindre for tidlig gelering, mens støbeformen samtidig arbejder ved 150°C til 220°C for at drive hurtig fuld hærdning. Håndtering af denne termiske kontrast i hele maskinen og formen er den centrale tekniske udfordring ved LSR-sprøjtestøbning.
Kernekomponenter i en LSR-sprøjtestøbemaskine
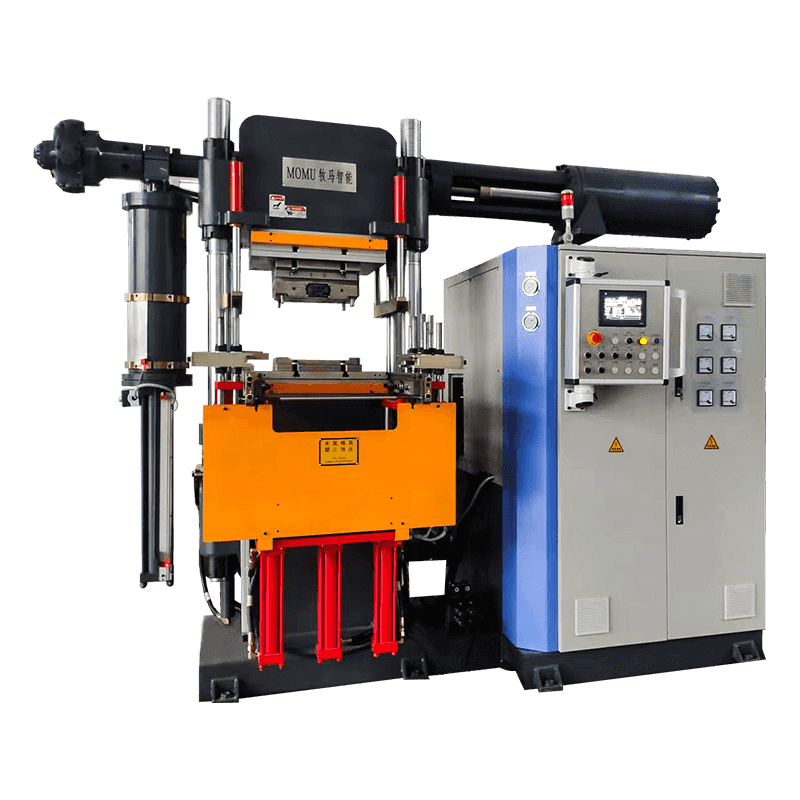
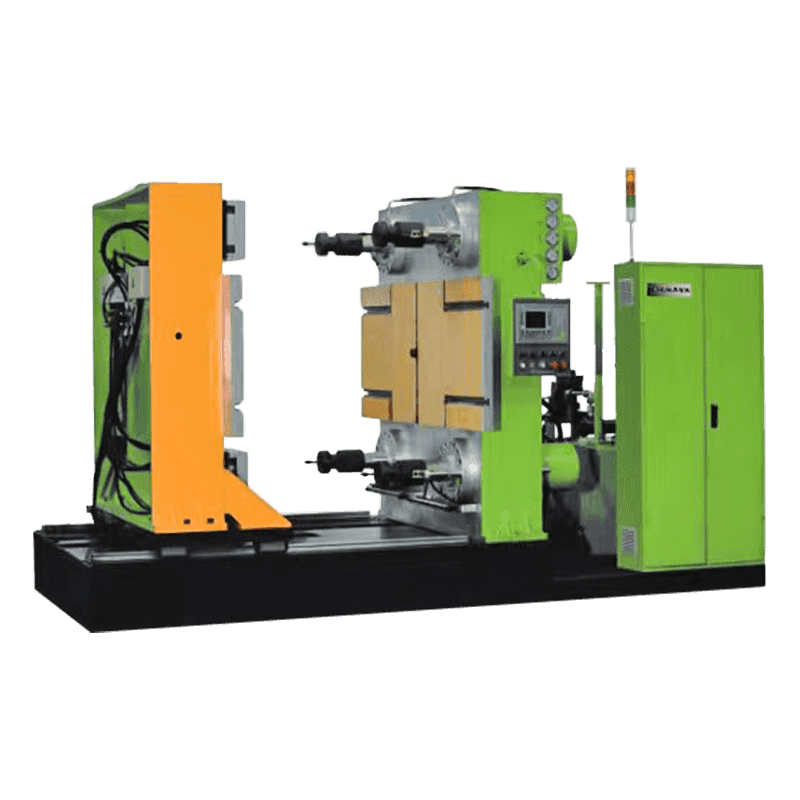
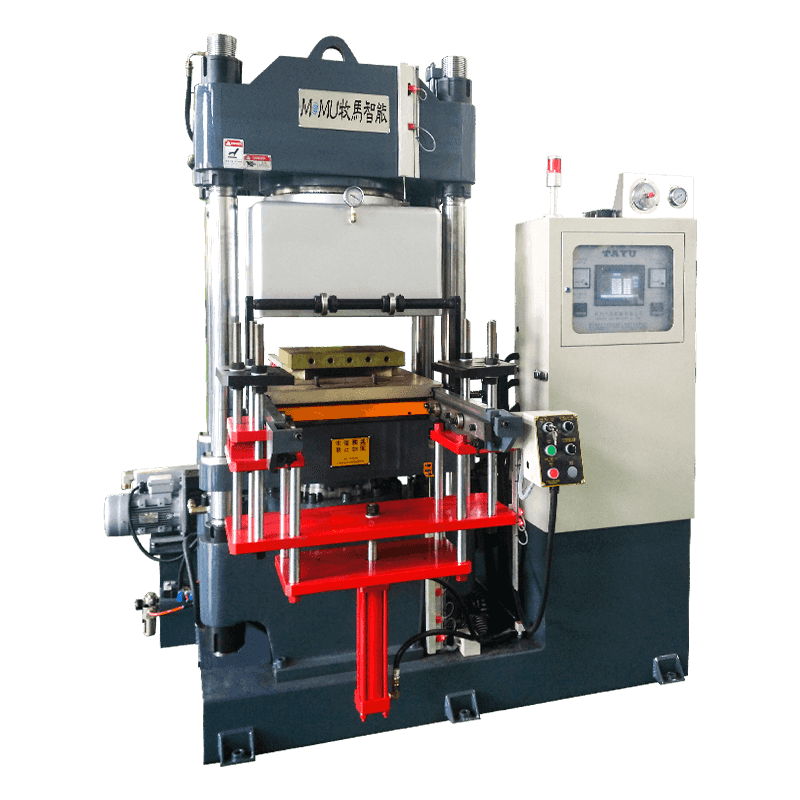
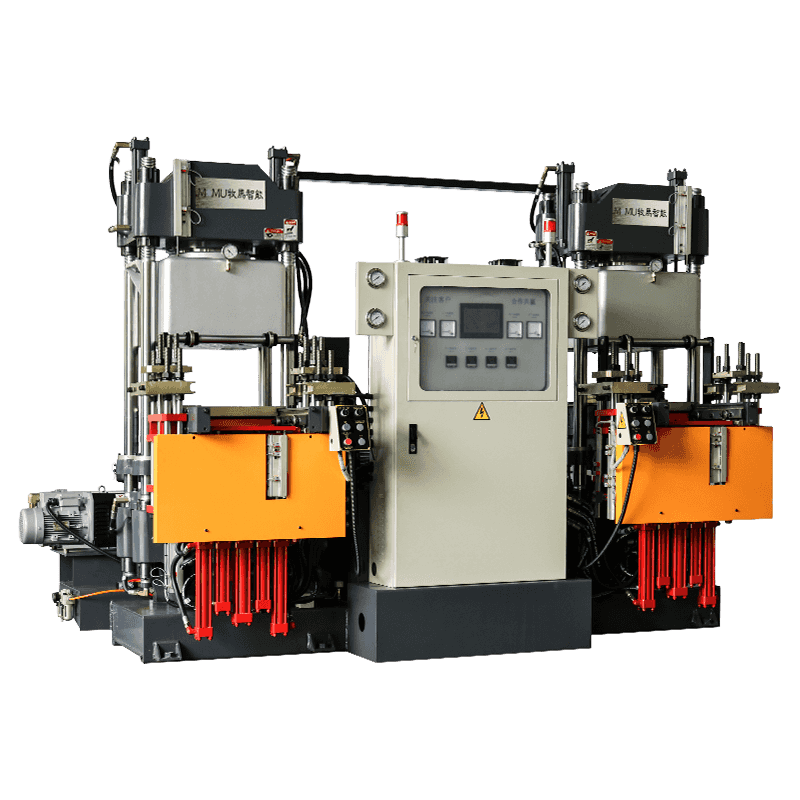
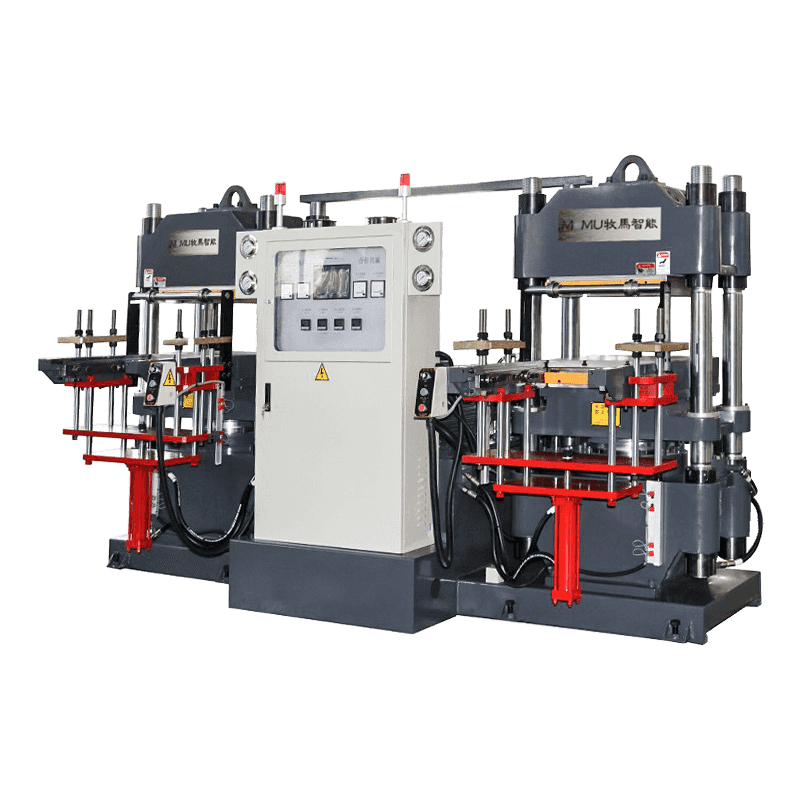
An LSR sprøjtestøbemaskine er et integreret system, der omfatter flere delsystemer, der skal arbejde i præcis koordinering for at levere ensartet delkvalitet. I modsætning til en standard termoplastisk injektionsmaskine, hvor cylinderen og skruen udfører plastificering og indsprøjtning, er LSR maskinens injektionsenhed specialbygget til håndtering af en lavviskositet, termisk følsom to-komponent væske. Hvert delsystem spiller en specifik og ikke-substituerbar rolle i processen.
To-komponent måle- og doseringssystem
Doseringssystemet trækker del A og del B fra forsyningstromler eller spande ved hjælp af følgeplader, der opretholder konstant tryk på materialeoverfladen og forhindrer luftindtrængning. Præcisionsgearpumper eller doseringspumper af stempeltypen leverer begge komponenter samtidigt i et præcist kontrolleret 1:1 volumetrisk forhold, med forholdsnøjagtighed typisk holdt inden for ±1 % for at sikre ensartet tværbindingstæthed og endelig hårdhed. Mange systemer inkorporerer også en pigmentdoseringslinje - en tredje doseringsstrøm, der introducerer farvemasterbatch eller funktionelle additiver i blandehovedet i programmerbare forhold, hvilket muliggør flerfarvet eller additivdoseret produktion uden manuel sammensætningsforberedelse. Tryksensorer og flowmålere i hele doseringskredsløbet giver feedback i realtid, der udløser alarmer og maskinstop, hvis forholdsdrift eller flow-anomalier detekteres.

Statisk blanding og Cold Runner System
Efter måling passerer de to komponenter gennem en statisk engangsblander - et rør, der indeholder en række spiralformede blandeelementer, der gradvist deler og rekombinerer materialestrømmene, indtil fuldstændig homogen blanding er opnået, typisk inden for 20 til 40 blandeelementer afhængigt af sammensætningens viskositet og den ønskede blandingskvalitet. Den blandede blanding kommer derefter ind i koldløbssystemet i formen, som er en termisk isoleret manifold, der holdes på den samme kølige temperatur som injektionscylinderen - typisk under 20°C - ved hjælp af vandkølingskredsløb, der kører uafhængigt af den varme forms temperaturkontrol. Den kolde løber bevarer uhærdet LSR mellem skuddene, forhindrer materialespild og muliggør automatisk de-gating, da koldløberens indløb og løbere forbliver flydende og trækkes tilbage med åbningen af formen, så der ikke efterlades noget hærdet løberaffald at trimme eller genbruge.
Injektionstønde og frem- og tilbagegående skrue
Indsprøjtningscylinderen modtager den blandede LSR-blanding fra koldløbermanifolden og bruger en frem- og tilbagegående skrue med lav kompression til at akkumulere et skud materiale og sprøjte det ind i støbeformens hulrum. I modsætning til termoplastiske skruer, som er designet til at generere varme gennem forskydning, har LSR-indsprøjtningsskruer meget lave kompressionsforhold (typisk 1:1 til 1,2:1) og er designet til at transportere materiale med minimal forskydningsopvarmning for at undgå at udløse for tidlig hærdning i cylinderen. Hele cylindersamlingen er beklædt med vandkøling for at holde materialetemperaturen under aktiveringstærsklen for platinkatalysatoren. Nøjagtigheden af skudstørrelsen er kritisk ved LSR-støbning, fordi materialet har meget lav viskositet og vil blinke hen over selv små mellemrum, hvis skudvolumenet overstiger hulrumsvolumenet - typiske injektionstryk for LSR varierer fra 100 til 250 bar, betydeligt lavere end termoplastiske injektionstryk.
Formdesignprincipper, der er specifikke for LSR-behandling
LSR formdesign følger principper, der i mange henseender er det omvendte af termoplastisk formdesign. Fordi LSR krymper let ved hærdning (typisk 2-4 % lineær krympning afhængig af sammensætning og hærdeforhold) og har ekstremt lav viskositet i sin uhærdede tilstand, skal formen designes med snævrere skillelinjetolerancer, mere aggressive udluftningsstrategier og en termisk arkitektur, der fremmer hurtig og ensartet hærdning i hele kaviteten. Formkonstruktionen bruger typisk hærdet værktøjsstål i P20- eller H13-kvalitet, med hulrumsoverflader poleret til Ra 0,05 µm eller bedre for at opnå den krævede overfladefinish på medicinske, optiske eller forbrugerkvalitets LSR-dele.
Skillelinjetolerancer og flashforebyggelse
Den lave viskositet af LSR - typisk 50.000 til 300.000 mPa·s ved indsprøjtningstemperatur - betyder, at den vil trænge igennem huller så små som 0,004 mm ved injektionstryk, hvilket producerer flash, der er ekstremt tyndt, vanskeligt at trimme og uacceptabelt i præcisionsapplikationer. Skillelinjens overflader skal slibes flade til inden for 0,005 mm på tværs af formfladen, og klemkraften skal være tilstrækkelig til at holde skillelinjen lukket mod hulrumstryk under injektion og hærdning. Påkrævet spændekraft beregnes baseret på det projekterede delareal og det maksimale hulrumstryk med en typisk sikkerhedsfaktor på 1,5 til 2 anvendt. For en LSR-form med flere hulrum, der producerer små medicinske komponenter, er spændekræfter på 50 til 150 tons almindelige selv for maskiner med beskedne skudstørrelser.
Udluftningsstrategi for luftevakuering
Luft, der er fanget i LSR-formhulrum, kan ikke undslippe gennem materialet, som det kan i nogle termoplastiske processer, hvor gas absorberes i smelten. Fanget luft i LSR producerer hulrum, ufuldstændig fyldning og overfladedefekter, der er særligt synlige i transparente eller gennemskinnelige LSR-forbindelser. Der bruges to udluftningsstrategier i LSR-formdesign: passiv udluftning gennem præcisionsslebne skillelinjeventiler på 0,003 til 0,005 mm dybde placeret ved sidste-fyldningssteder, og aktiv vakuumudluftning, hvor en vakuumpumpe evakuerer de lukkede formhulrum gennem dedikerede udluftningskanaler umiddelbart før injektion. Vakuum-assisteret LSR-støbning er obligatorisk for komplekse geometriske dele, tynde vægge under 0,5 mm eller applikationer, hvor nul hulrumsindhold er et kvalitetskrav, som i implanterbare medicinske komponenter.
Termisk design og varmesystemlayout
Ensartet formtemperatur er afgørende for ensartet hærdningshastighed på tværs af alle hulrum, især i multi-kavitet værktøjer, hvor temperaturvariation mellem hulrum producerer dele med forskellig hårdhed, krympning og mekaniske egenskaber. Elektriske patronvarmere er den mest almindelige opvarmningsmetode til LSR-forme, installeret i præcist placerede mønstre, der opnår temperaturensartethed inden for ±3°C på tværs af hulrummets overflade, når de måles ved steady-state produktionsforhold. Formtemperaturregulatorer dedikeret til LSR-drift opretholder en sætpunktsnøjagtighed på ±1°C og reagerer hurtigt på varmeudvindingen forårsaget af indsprøjtning af kold LSR mod den varme formoverflade hver cyklus. Termoelementplacering inden for 5 mm fra kavitetsoverfladen – i stedet for i formbunden – giver mere repræsentativ kavitetstemperaturfeedback og strammere kontrol.
Nøgleprocesparametre og deres effekt på delens kvalitet
Styring af LSR-sprøjtestøbningsprocessen for at producere ensartede, fejlfrie dele kræver forståelse af, hvordan hver procesparameter påvirker det endelige resultat. Følgende tabel opsummerer de kritiske parametre, deres typiske driftsområder og de kvalitetsegenskaber, de primært påvirker:
| Parameter | Typisk rækkevidde | Primær kvalitetseffekt |
| Skimmeltemperatur | 150-220°C | Fuldstændig hærdning, cyklustid, krympning |
| Injektionshastighed | 10–80 mm/s skruehastighed | Fyldbalance, luftindfangning, risiko for flash |
| Indsprøjtningstryk | 100-250 bar | Hulrumsfyldning, skillelinjeblink |
| Kurstid | 15-90 sekunder | Mekaniske egenskaber, del rivbarhed |
| Materialetemperatur (tønde) | 5-25°C | Brugstid, forebyggelse af for tidlig geldannelse |
| Doseringsforhold (A:B) | 1:1 ± 1 % | Hårdhed, tværbindingstæthed, kompressionssæt |
Hærdningstiden er særlig indflydelsesrig, fordi underhærdede LSR-dele rives i stykker under udtagning af formen, mens en betydelig overhærdning spilder cyklustiden uden at forbedre de mekaniske egenskaber meningsfuldt, når først fuld tværbindingstæthed er opnået. Den mindste hærdetid for en given formtemperatur fastlægges gennem en hærdeundersøgelse, hvor dele fjernes fra formen med gradvist kortere intervaller og testes for rivestyrke og kompressionsindstilling, indtil den mindst acceptable hærdetid er identificeret. I produktionen lægges en sikkerhedsmargin på 10-15 % til minimum hærdetiden for at tage højde for normal procesvariation.
Design af LSR-dele til formbarhed og ydeevne
Deldesign til LSR-sprøjtestøbning kræver, at der tages højde for materialets unikke kombination af høj elasticitet, lavt modul og betydelig hærdningssvind. Adskillige designregler gælder specifikt for LSR, der adskiller sig fra designretningslinjerne for både termoplastisk og kompressionsstøbt silikonegummi:
- Vægtykkelse ensartethed: LSR flyder let ind i tynde sektioner, men meget uensartet vægtykkelse producerer forskellige hærdehastigheder og resterende spænding, der forårsager vridning efter afformningen. Ved at opretholde vægtykkelsesvariation inden for et forhold på maksimalt 3:1 - og ideelt set 2:1 - på tværs af delen minimeres denne effekt. Overgange mellem tykke og tynde sektioner bør være gradvise med radius snarere end bratte trin.
- Trækvinkler til afformning: Selvom LSR's høje elasticitet betyder, at den kan strækkes over underskæringer og snappes ud af formen, reducerer trækvinkler på 3° til 5° per side på indvendige vægge den nødvendige udtagningskraft og forlænger formens levetid. For teksturerede eller limede overflader anbefales større trækvinkler på 5° til 10° for at forhindre rivning af overfladeteksturen under udkastning af dele.
- Portens placering og størrelse: LSR-porte bør placeres i det tykkeste tværsnit af delen for at tillade materialet at flyde fra tykt til tyndt, hvilket reducerer risikoen for korte skud i fine funktioner. Tunnelporte og stiftporte selvdeporterer rent i LSR på grund af materialets elastiske genopretning, hvilket gør dem foretrukne frem for kantporte, der efterlader vidnemærker, der kræver manuel trimning.
- Krympekompensation i hulrumsdimensioner: LSR krymper 2-4 % lineært efter afformning og efterhærdning, og hulrumsdimensioner skal forstørres med den forventede krympning for at opnå måldelens dimensioner. Krympning varierer med sammensatte durometer, hærdningstemperatur og delens geometri, så indledende værktøjsforsøg er afgørende for at kalibrere den faktiske krympning for hver specifik blanding og formdesign, før værktøjet færdiggøres.
Almindelige defekter i LSR-støbning og deres grundlæggende årsager
Selv med veldesignede forme og korrekt konfigurerede maskiner er LSR sprøjtestøbning modtagelig for en række tilbagevendende defekter, som kræver systematisk diagnose og procesjustering for at løse dem. At identificere den grundlæggende årsag til hver defekt – uanset om den ligger i maskinen, formen, materialet eller procesparametrene – er afgørende for at implementere en effektiv korrigerende handling i stedet for at maskere symptomet med kompenserende parameterændringer.
- Flash: Den mest almindelige LSR-defekt, forårsaget af for stort indsprøjtningstryk, utilstrækkelig klemkraft, slidte eller ude af tolerance skillelinjeoverflader eller formudbøjning under hulrumstryk. Korrigerende handlinger omfatter verificering af klemkraftens tilstrækkelighed, genslibning af skillelinjeoverflader, reduktion af injektionshastighed og tryk og kontrol af formpladens fladhed og støttesøjlens tilstand.
- Korte billeder og ufuldstændig udfyldning: Forårsaget af utilstrækkelig skudvolumen, blokerede åbninger, luftindfangning eller materiale, der er delvist geleret i løbet eller koldløberen på grund af temperaturudsving. Kontrol og rensning af udluftningskanaler, verificering af tønde- og koldløbstemperaturer og en let forøgelse af skudvolumen er de første diagnostiske trin.
- Rivning under afformning: Indikerer underhærdning på grund af utilstrækkelig hærdetid eller lav støbetemperatur. Forlængelse af opholdstiden eller hævning af formtemperaturen med 5-10°C løser de fleste rivningsproblemer. Vedvarende rivning på kompleks geometri kan indikere et formdesignproblem, hvor delens geometri skaber spændingskoncentrationer under udstødning, som kræver designændringer.
- Hårdhedsvariation mellem hulrum: Forårsaget af uensartet formtemperatur på tværs af hulrumspladen, hvilket giver forskellige hærdehastigheder i forskellige hulrum. Termoelementkortlægning af formoverfladen under produktion identificerer varme og kolde zoner, og varmelegemeplacering eller strømfordelingsjusteringer foretages for at opnå termisk ensartethed inden for specifikation.