Hvad er en gummikompressionsstøbemaskine?
A gummi kompressionsstøbemaskine er en hydraulisk presse specielt udviklet til at forme gummiblandinger ved at påføre kontrolleret varme og tryk i et lukket formhulrum. I modsætning til sprøjtestøbning, hvor materiale tvinges ind i en form gennem et løbesystem, placerer kompressionsstøbning en på forhånd afmålt gummiladning - kaldet en præform - direkte ind i det åbne formhulrum. Pressen lukker derefter formen under højt hydraulisk tryk, mens den samtidig tilfører varme, hvilket får gummiet til at flyde, fylde hulrummet og vulkanisere til en permanent, solid form. Resultatet er en færdig gummikomponent, der præcist gentager formens geometri.
Disse maskiner er fundamentale for industrier, der er afhængige af præcisionsgummikomponenter: tætningssystemer til biler, industrielle pakninger, vibrationsdæmpere til rumfart, komponenter til medicinsk udstyr, fodtøjssåler og forbrugsvarer. Kompressionsstøbningsprocessen er værdsat for sin enkelhed, relativt lave værktøjsomkostninger sammenlignet med sprøjtestøbning og dens egnethed til en bred vifte af gummiblandinger, herunder naturgummi, silikone, EPDM, neopren, nitril (NBR) og fluorelastomerer (FKM). Maskinen i sig selv er det kontrollerede miljø, der muliggør konsistent, repeterbar vulkanisering i produktionsskala.
Kernearbejdsprincip: varme, tryk og vulkanisering
Driftsprincippet for en gummikompressionsstøbemaskine drejer sig om tre indbyrdes afhængige variabler: temperatur, tryk og hærdetid. Tilsammen bestemmer disse, om en støbt gummidel opfylder de tilsigtede fysiske specifikationer eller fejler på grund af underhærdning, overhærdning eller dimensionel unøjagtighed.
Formen - typisk bearbejdet af hærdet stål eller aluminium - er monteret mellem den hydrauliske presses øvre og nedre plade. Elektriske varmeelementer eller dampkredsløb indlejret i pladerne overfører varme gennem formen til gummiladningen. Efterhånden som gummiet varmes op, blødgøres det og bliver bøjeligt, og flyder derefter under pressens lukketryk for at fylde alle konturerne af hulrummet. Samtidig aktiverer varmen vulkaniseringsmidlerne (sædvanligvis svovlforbindelser eller peroxider) i gummiblandingen, hvilket udløser tværbinding af polymerkæderne. Denne tværbinding er det, der forvandler det bløde, termoplastagtige rågummi til en elastisk, formstabil, permanent formet komponent.
Opretholdelse af præcis temperaturensartethed over hele pladens overflade er kritisk. Ujævn varmefordeling fører til forskellige hærdningshastigheder i en enkelt form, hvilket producerer dele med inkonsekvent hårdhed, overfladedefekter eller indre hulrum. Moderne kompressionsstøbemaskiner bruger PID (proportional-integral-derivative) temperaturregulatorer til at holde pladetemperaturerne inden for ±1°C fra sætpunktet gennem hele produktionscyklussen.

Hovedtyper af gummikompressionsstøbemaskiner
Gummikompressionsstøbemaskiner er tilgængelige i flere konfigurationer, som hver er egnet til forskellige produktionsmiljøer, delstørrelser og automatiseringsniveauer.
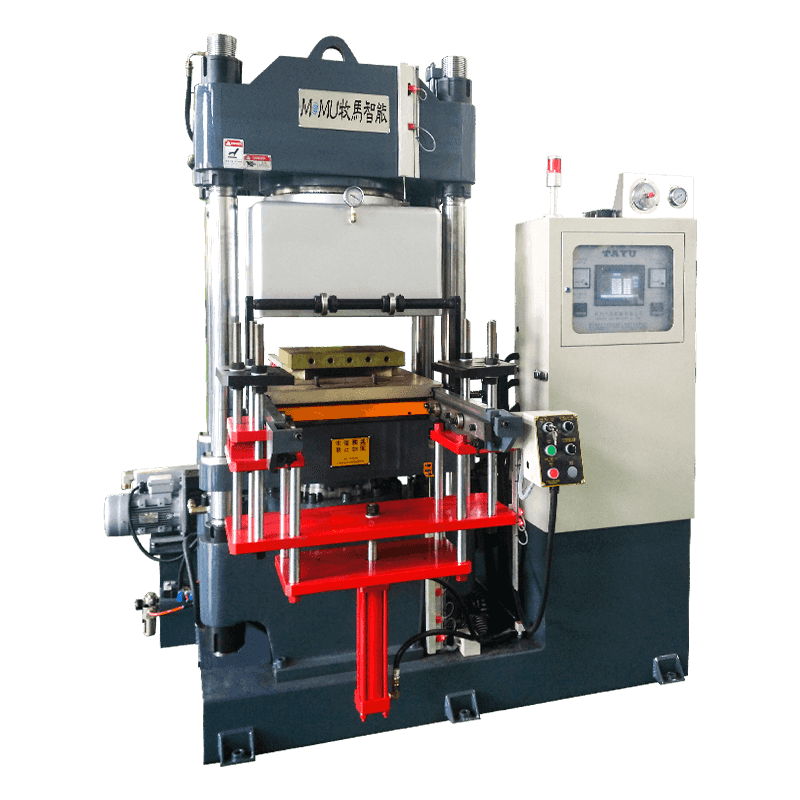
Single-Daylight Press
Enkeltdagslyspressen har én åbning mellem den øvre og nedre plade, der rummer en enkelt form ad gangen. Dette er den mest almindelige konfiguration til små til mellemstore produktionsserier og til støbning af relativt store individuelle komponenter. Det giver ligetil betjening, let skift af form og direkte operatøradgang til formen til læsning af præforme og fjernelse af dele. Single-daylight presser fås i spændekræfter fra 50 tons til over 1.000 tons afhængig af anvendelse.
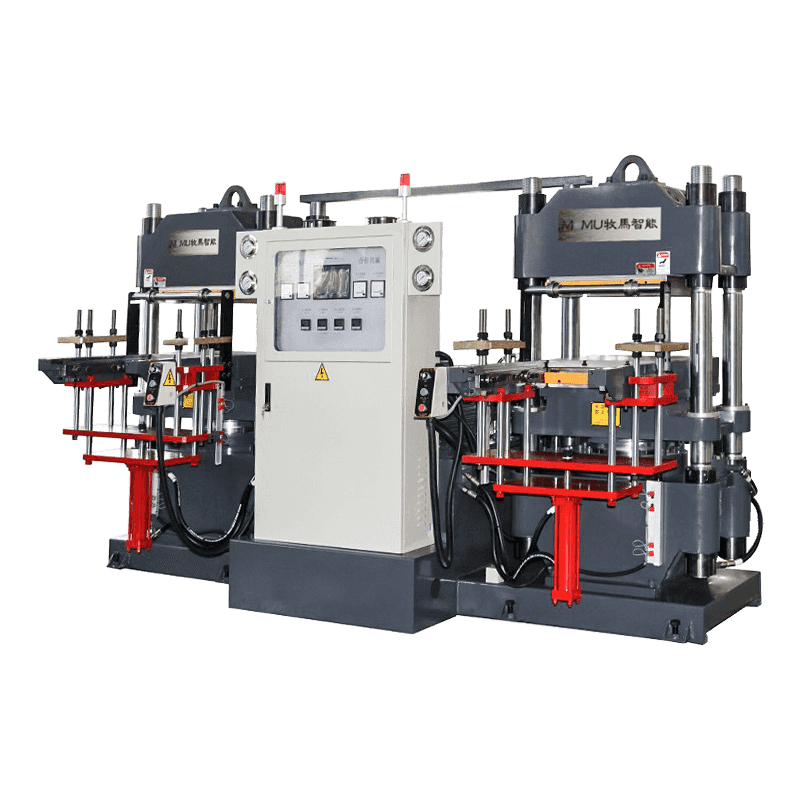
Multi-Daylight Press
Multi-daylight presser inkorporerer flere opvarmede plader stablet lodret, hvilket skaber flere formåbninger - eller dagslys - der fungerer samtidigt i et enkelt trykslag. Denne konfiguration øger produktionen dramatisk pr. cyklus uden at kræve yderligere gulvplads eller separate presser. En presse med fire dages lys firdobler effektivt antallet af aktive formhulrum i hver produktionscyklus, hvilket gør den yderst effektiv til produktion af små til mellemstore gummidele i store mængder såsom tætninger, O-ringe, vibrationsbeslag og tyller.
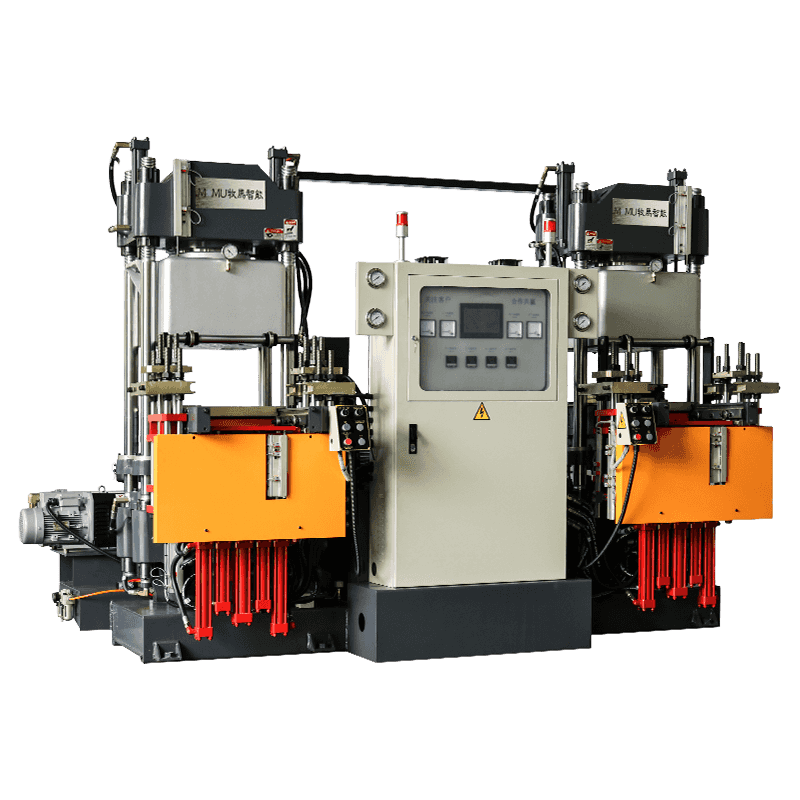
Dreje- eller shuttlebordspresse
Rotations- og shuttlebordspresser er designet til at forbedre operatørergonomi og cykluseffektivitet ved at adskille læsse- og aflæsningszonen fra pressezonen. En roterende drejeskive eller glidende shuttle flytter forme ind og ud af pressen automatisk eller semi-automatisk, hvilket giver operatøren mulighed for at indlæse præforme og fjerne færdige dele på en sikker, tilgængelig station, mens pressen fuldfører sin hærdningscyklus. Dette design er særligt effektivt i produktionsmiljøer med høj kadence, hvor minimering af ikke-produktiv åben tid er en prioritet.
Vakuumtrykstøbningspresse
Til applikationer, der kræver hulrumsfri, højintegritetsgummidele - såsom medicinske silikonekomponenter, rumfartsforseglinger eller elektriske højspændingsisolatorer - evakuerer vakuumkompressionsstøbepresser luft fra formhulrummet før og under pressecyklussen. Resterende luft fanget i formen kan forårsage porøsitet, ufuldstændig fyldning og overfladepletter, der er uacceptable i kritiske applikationer. Vakuumsystemet fjerner denne luft, før gummiet flyder og vulkaniserer, hvilket sikrer tætte, fejlfrie dele, der opfylder strenge kvalitetsstandarder.
Vigtige tekniske specifikationer forklaret
At vælge den rigtige gummitrykstøbemaskine kræver en klar forståelse af de tekniske specifikationer, der definerer dens muligheder. Følgende parametre er de mest kritiske at evaluere:
| Specifikation | Typisk rækkevidde | Hvorfor det betyder noget |
| Klemmekraft | 50 – 2.000 tons | Bestemmer formhulens tryk og flashkontrol |
| Pladestørrelse | 200×200 mm – 1500×1500 mm | Indstiller maksimalt mugfodaftryk og hulrumstal |
| Temperaturområde | 100°C – 250°C | Skal matche kravene til sammensat vulkanisering |
| Dagslys åbning | 200 mm – 800 mm | Skal rumme formhøjde plus sikker læsseafstand |
| Temperaturensartethed | ±1°C – ±3°C | Kritisk for ensartet hærdning på tværs af hele pladens område |
| Kontrolsystem | PLC touchscreen HMI | Muliggør oplagring af opskrifter, procesovervågning, alarmstyring |
Klemkraft er uden tvivl den mest fundamentale specifikation. Det skal være tilstrækkeligt at holde formen helt lukket mod det indre tryk, der genereres af gummiblandingen, da den blødgøres og udvider sig under opvarmning. Utilstrækkelig klemkraft gør det muligt for formen at ånde åbent, hvilket forårsager overdreven flash - tynde gummifinner ved skillelinjen - hvilket kræver arbejdskrævende trimning efter formen og øger materialespild.
Gummiblandinger velegnet til kompressionsstøbning
Ikke alle gummiblandinger er lige velegnede til kompressionsstøbning, og maskinen skal konfigureres passende til det materiale, der behandles. De mest almindeligt forarbejdede forbindelser omfatter:
- Naturgummi (NR): Fremragende mekaniske egenskaber og elasticitet; udbredt i industrielle og automotive applikationer; vulkaniserer let ved 150-170°C.
- Silikone (VMQ/HCR): Fremragende temperaturbestandighed (-60°C til 230°C), biokompatibilitet og vejrbestandighed; kræver præcis temperaturkontrol typisk i området 160–180°C; anvendes i vid udstrækning i medicinske og fødevarekontaktapplikationer.
- EPDM: Fremragende ozon-, UV- og vejrbestandighed; almindeligvis brugt til udendørs tætninger, pakninger og tagprofiler; typisk støbt ved 160-180°C.
- Nitril (NBR): Overlegen olie- og brændstofmodstand; standardmaterialet til bilolietætninger, brændstofsystemkomponenter og hydrauliske tætninger; støbt ved 150-170°C.
- Fluorelastomer (FKM/Viton): Ekstraordinær modstandsdygtighed over for varme, kemikalier og brændstoffer; bruges i krævende rumfarts-, bil- og kemiske processer; kræver højere støbetemperaturer på 175-200°C og længere hærdecyklusser.
- Neopren (CR): God balance mellem oliebestandighed og vejrbestandighed; bruges til slanger, bælter og kabelkapper; støbt ved 150-170°C.
Automatisering og kontrolfunktioner i moderne maskiner
Moderne kompressionsstøbemaskiner i gummi har udviklet sig langt ud over simple hydrauliske presser med manuelle kontroller. Nutidens maskiner inkorporerer sofistikerede automatiserings- og digitale kontrolfunktioner, der forbedrer proceskonsistensen, reducerer operatørens afhængighed og muliggør integration i bredere fabriksstyringssystemer.
PLC-baseret processtyring
Programmerbare logiske controllere (PLC'er) styrer hele pressecyklussen - lukkehastighed, trykstigning, hærdetid, åbningssekvens og udstødning - baseret på lagrede opskrifter. Hver gummiblanding og formkombination kan have sit eget lagrede program, der giver operatører mulighed for at skifte produkter ved blot at vælge den passende opskrift på HMI-berøringsskærmen i stedet for manuelt at nulstille parametre. Opskriftsbaseret kontrol eliminerer opsætningsfejl og sikrer, at hver produktionskørsel starter fra en valideret baseline.
Automatisk afblæsning og afgasning
Mange maskiner inkluderer programmerbare afgasningssekvenser - korte kontrollerede åbninger af pressen i det tidlige stadie af hærdningscyklussen - der tillader indesluttet luft og flygtige stoffer at undslippe formen før den endelige lukning og fuld hærdning. Dette er især vigtigt for tykke eller komplekse dele, hvor intern porøsitet er en almindelig defekt. Nogle presser integrerer også robotarme eller mekaniske deflash-værktøjer, der fjerner flash fra dele umiddelbart efter afstøbning, hvilket reducerer manuel efterbehandlingsarbejde.
Datalogning og kvalitetssporbarhed
Industrielle kompressionspresser inkluderer i stigende grad datalogningsfunktioner, der registrerer temperatur, tryk, cyklustid og alarmhændelser for hver produktionscyklus. Denne sporbarhed er kritisk i regulerede industrier såsom medicinsk udstyr og rumfart, hvor produktionsregistreringer skal opbevares og auditeres. Overvågningsdashboards i realtid giver produktionsledere mulighed for at spore maskinens ydeevne på tværs af flere presser samtidigt og identificere afvigelser, før de resulterer i defekte batches.
Sådan vælger du den rigtige maskine til din applikation
At vælge en gummikompressionsstøbemaskine er en multivariabel beslutning, der bør være drevet af dine specifikke produktkrav, produktionsmængder og materialetyper i stedet for af maskinomkostninger alene. Gennemfør følgende overvejelser systematisk:
- Definer din delgeometri og formstørrelse: Pladens dimensioner skal komfortabelt rumme din form med frigang til alle sider. For støbeforme med flere hulrum beregnes det samlede projicerede areal for at bestemme den minimale spændekraft, der kræves.
- Identificer din gummiblanding: Bekræft vulkaniseringstemperaturområdet og hærdetiden for din forbindelse. Sørg for, at maskinens varmesystem kan nå og opretholde denne temperatur på tværs af hele pladen med den ensartethed, der kræves for dine kvalitetsstandarder.
- Vurder produktionsvolumen: Højvolumenproduktion af små dele drager fordel af flerdagslyskonfigurationer eller roterende bordautomatisering. Lavt til medium volumen af store eller komplekse dele passer typisk til en enkelt dagslyspresse med receptbaseret PLC-styring.
- Overvej kvalitetskrav: Applikationer, der kræver tomrumsfrie dele - medicinsk, rumfart, højspændingselektrisk - kræver vakuum-assisteret presning. Faktorintegration af vakuumsystem i din specifikation og dit budget fra starten.
- Evaluer eftersalgssupport: Gummikompressionsmaskiner kræver periodisk vedligeholdelse af hydrauliske systemer, varmeelementer og styrekomponenter. At vælge en leverandør med tilgængelig teknisk support, tilgængelige reservedele og lokal servicekapacitet beskytter din investering i produktionsoppetid over maskinens levetid.
En gummikompressionsstøbemaskine er en langsigtet kapitalinvestering, hvis afkast udelukkende afhænger af, at dens evner matcher kravene i din produktionsproces. At tage sig tid til at specificere det korrekt - i stedet for at vælge den billigste løsning som standard - giver konsekvent bedre delekvalitet, lavere skrotmængder og mere pålidelig gennemstrømning over maskinens driftslevetid.