Hvad en BMC Specialstøbemaskine faktisk gør
En BMC specialstøbemaskine er designet specifikt til at behandle bulkstøbemasse, et termohærdende materiale fremstillet af umættet polyesterharpiks blandet med glasfiber, mineralske fyldstoffer og hærdemidler. I modsætning til sprøjtestøbemaskiner til generelle formål, bygget til termoplast, skal en BMC-maskine håndtere en pasta- eller spartellignende forbindelse, der hærder irreversibelt under varme og tryk i stedet for blot at smelte og størkne igen. Denne grundlæggende kemiforskel driver næsten enhver designbeslutning i maskinen, fra skruegeometrien til formtemperaturstyringssystemet.
Disse maskiner bruges i vid udstrækning til at producere elektriske komponenter såsom afbryderhuse, koblingsdele, isolatorer og konnektorlegemer, såvel som bildele som forlygtereflektorer, motordæksler og varmeskjolde. BMC's tiltrækningskraft ligger i dets fremragende elektriske isoleringsegenskaber, varmebestandighed og dimensionsstabilitet, hvilket er grunden til, at producenter investerer i maskiner bygget specifikt omkring dette materiale frem for at tilpasse standardindsprøjtningspresser.
Kernekomponenter, der adskiller BMC-maskiner
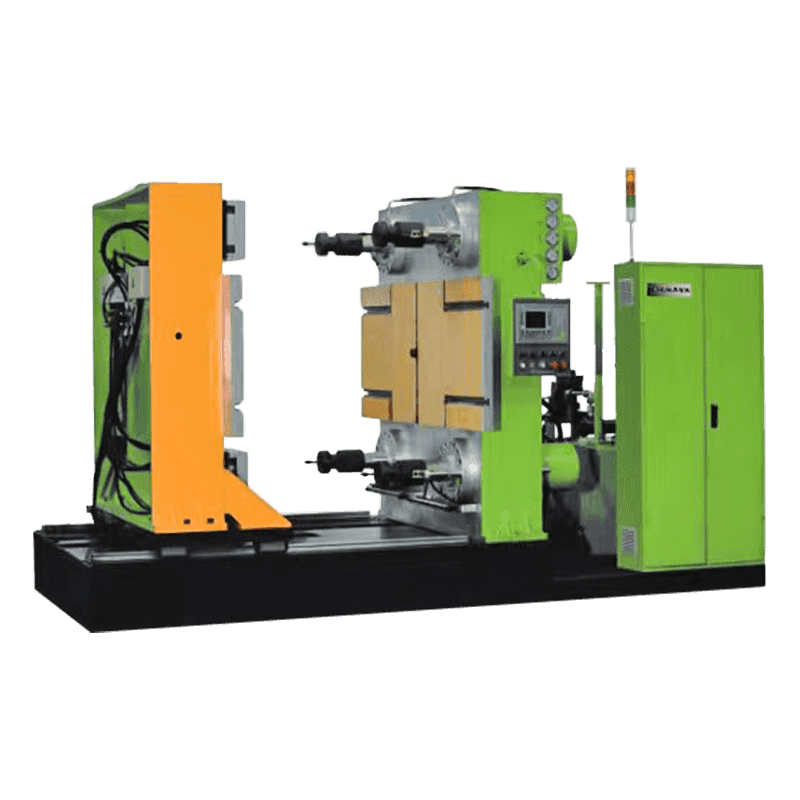
Plastificeringsenheden på en BMC specialstøbemaskine bruger typisk en lavkompressionsskrue med en lav flyvedybde, da blandingen ikke skal smeltes, som plastpiller gør. I stedet er skruens opgave at transportere og let opvarme materialet uden at generere overdreven forskydningsvarme, som kan udløse for tidlig hærdning inde i selve tønden. Overskydende forskydning er en af de mest almindelige årsager til skrue- eller cylinderskader på disse maskiner, så skruehastighed og modtryksindstillinger er langt mere konservative end på en typisk termoplastisk presse.
Selve formen opvarmes snarere end afkøles, normalt til en temperatur mellem 140°C og 170°C afhængigt af den specifikke harpiksformulering, da hærdning er en varmeaktiveret kemisk reaktion snarere end en afkølingsdrevet størkning. Opvarmning opnås typisk gennem elektriske patronvarmere eller oliecirkulationskanaler indbygget i formpladerne, og præcis, jævn temperaturfordeling over formoverfladen er afgørende for at undgå vridning eller ufuldstændig hærdning i tykkere dele af delen.
Nøgleundersystemer på en typisk maskine
- Injektions- eller overføringsenhed til at tilføre masse ind i formhulrummet
- Opvarmet pladesystem til opretholdelse af ensartet formtemperatur
- Spændeenhed dimensioneret til at modstå det indre tryk, der genereres under hærdning
- Vakuum eller udluftningssystem for at fjerne indespærret luft og flygtige biprodukter
- Automatisk udkastningssystem designet til at håndtere skøre, friskhærdede dele skånsomt
Kompressions-, overførsels- og sprøjtestøbningskonfigurationer
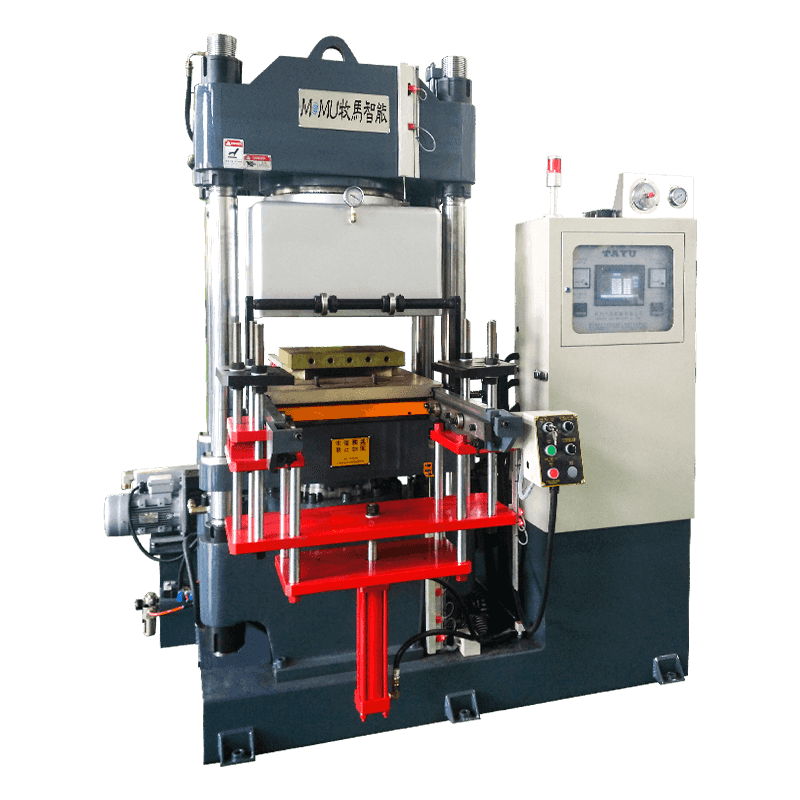
BMC specialstøbemaskiner kommer i tre hovedkonfigurationer, der hver passer til forskellige delegeometrier og produktionsvolumener. Kompressionsstøbepresser placerer simpelthen en afmålt ladning af forbindelse i et åbent, opvarmet formhulrum, og luk derefter formen under højt tryk for at tvinge materialet til at fylde formen under hærdning. Denne metode fungerer godt til enklere geometrier og er ofte valgt på grund af dens lavere værktøjsomkostninger og skånsommere håndtering af fiberarmeringen, som bevarer mere af forbindelsens mekaniske styrke.
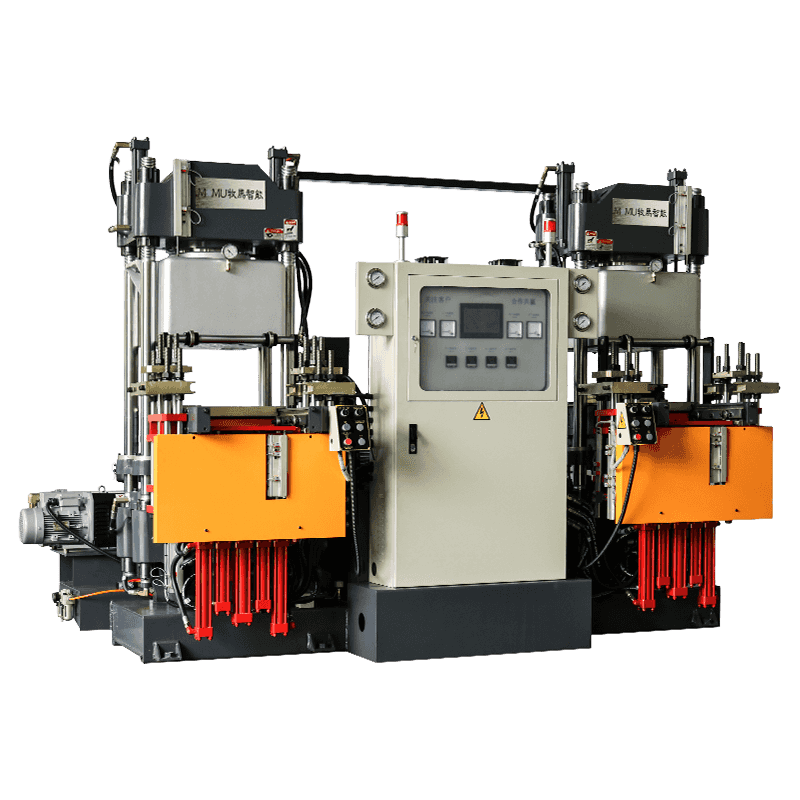
Overførselstøbemaskiner bruger en separat gryde til at forvarme blandingen, før et stempel skubber den gennem løbere ind i en lukket form. Dette giver mulighed for mere komplekse delegeometrier og bedre dimensionskontrol end lige kompressionsstøbning, selvom det udsætter fiberforstærkningen for noget mere forskydning, når den passerer gennem smalle løbere. Sprøjtestøbemaskiner tilpasset til BMC tager dette et skridt videre ved at bruge en frem- og tilbagegående skrue til kontinuerligt at tilføre masse direkte ind i en lukket form, som passer til højvolumenproduktion af dele med moderat kompleksitet.
Valg mellem de tre metoder
| Metode | Bedst til | Typisk cyklustid |
| Kompression | Simple former, højstyrkedele | 60 til 120 sekunder |
| Transfer | Moderat kompleksitet, indsatsstøbning | 45 til 90 sekunder |
| Injektion | Høj volumen, kompleks geometri | 20 til 60 sekunder |
Opsætning af en produktionskørsel korrekt
Før en produktionskørsel påbegyndes, bør operatører verificere, at formtemperaturen har stabiliseret sig i alle zoner, da en temperaturforskel på endda fem til ti grader mellem sektioner af en stor form kan forårsage ujævn hærdning og intern belastning. De fleste moderne BMC-maskiner inkluderer multi-zone temperaturregulatorer med uafhængige udlæsninger, og det er værd at kontrollere hver zone individuelt i stedet for at stole på en enkelt gennemsnitsmåling.
Ladningsvægt er en anden kritisk variabel. For lidt sammensætning efterlader korte skud eller hulrum i overfladen, mens for meget forårsager flash og for stort materialetab ved skillelinjen. Operatører bestemmer typisk den korrekte ladningsvægt gennem en række prøveskud, vejer stoffet præcist før hvert forsøg og justerer i små trin, indtil delen fyldes helt med minimal flash. Når den korrekte vægt er etableret, bør den dokumenteres og bruges konsekvent, da BMC-blanding ikke tåler den slags on-the-fly justering, der er almindelig med termoplast.
Klemkraften skal også tilpasses det projicerede område af delen og det indre tryk, der genereres under hærdningen, generelt efter en tommelfingerregel mellem 800 og 1500 psi af projiceret område, selvom dette varierer med den specifikke sammensætningsformulering og delens geometri. Underspænding fører til flash- og dimensionsunøjagtighed, mens overdreven fastspænding kan fremskynde slid på formen og bindestængerne uden at forbedre delens kvalitet.
Håndtering af hærdetid og cykluseffektivitet
Hærdningstiden er den største enkeltfaktor, der bestemmer, hvor mange dele en BMC-maskine kan producere i timen, og den afhænger af delens tykkelse, formens temperatur og det specifikke hærdemiddel, der anvendes i sammensætningsformuleringen. Tykkere sektioner kræver længere hærdetider, fordi varme skal trænge ind til kernen, før reaktionen afsluttes i hele delen, og hvis man trækker en del for tidligt, risikerer man vridning eller ufuldstændige mekaniske egenskaber, selvom overfladen ser fuldstændig hærdet ud.
Mange producenter bruger en generel retningslinje for hærdning i omkring tredive sekunder pr. millimeter vægtykkelse ved standardformtemperaturer, selvom dette altid bør verificeres mod den specifikke harpiksleverandørs datablad i stedet for at blive behandlet som en universel regel. At køre en differentiel scanningkalorimetritest på en ny sammensat batch kan hjælpe med at bekræfte den faktiske hærdningskinetik, før man forpligter sig til en produktionscyklustid, især når man skifter leverandør eller harpikspartier.
Faktorer, der påvirker cyklustiden
- Del vægtykkelse og samlet masse af materiale
- Skimmeloverfladetemperatur og ensartethed på tværs af hulrum
- Hærdemiddeltype og koncentration i forbindelsen
- Tilstedeværelse af metalindsatser, som kan fungere som køleplader og langsom lokal hærdning
- Antal hulrum og hvor jævnt sammensætningen er fordelt mellem dem
Almindelige defekter og deres grundlæggende årsager
Fordi BMC-støbning involverer en kemisk hærdningsreaktion snarere end simpel størkning, spores defekter ofte tilbage til termiske eller timingproblemer snarere end de mekaniske indstillinger, der dominerer termoplastisk fejlfinding. Overfladeblærer, for eksempel, skyldes normalt indesluttede flygtige stoffer eller luft, der ikke kunne undslippe, før overfladen flåede over, hvilket peger på et behov for bedre formudluftning eller en justeret vakuumsekvens snarere end en ændring i injektionshastigheden.
| Defekt | Sandsynlig årsag | Anbefalet rettelse |
| Overfladeblærer | Fanget flygtige stoffer eller luft | Forbedre udluftning, juster vakuumtiming |
| Vridning efter udstødning | Utilstrækkelig hærdetid eller ujævn skimmelvarme | Forlæng hærdning, rebalancer varmezoner |
| Overdreven flash | Overopladning eller lav klemkraft | Reducer ladningsvægten, bekræft klemmetonnage |
| Fibershow eller ruhed | Overskydende forskydning under fodring | Lavere skruehastighed og modtryk |
Vedligeholdelsespraksis, der forlænger maskinens levetid
Hærdede BMC-rester, der er tilbage i cylinderen, løberne eller formoverfladerne, er slibende og kan fremskynde slid på skruer, kontrolringe og hulrumsoverflader, hvis de ikke rengøres regelmæssigt. De fleste faciliteter planlægger en grundig udrensning og mekanisk rengøring i slutningen af hvert skift ved at bruge dedikerede rengøringsmidler designet til at blødgøre hærdede harpiksrester uden at beskadige forkromede formoverflader.
Varmebånd og termoelementer bør kontrolleres efter en fast tidsplan, da en svigtende varmezone ofte viser sig først som en subtil kvalitetsdrift snarere end en åbenlys maskinfejl. At føre en vedligeholdelseslog, der registrerer varmemodstandsmålinger, skrueslidmålinger og hydrauliske tryktendenser over tid, gør det langt nemmere at fange et udviklende problem, før det forårsager en masse skrotdele.
Hydraulikvæskens tilstand fortjener også regelmæssig opmærksomhed, da de høje klemkræfter involveret i BMC-støbning lægger konstant belastning på tætninger og ventiler. Udskiftning af filtre efter tidsplan og overvågning af væsketemperatur under lange produktionskørsler hjælper med at forhindre den gradvise trykdrift, der lydløst kan påvirke klemmetonnage og deldimensioner over ugers drift.
Valg af den rigtige maskine til din applikation
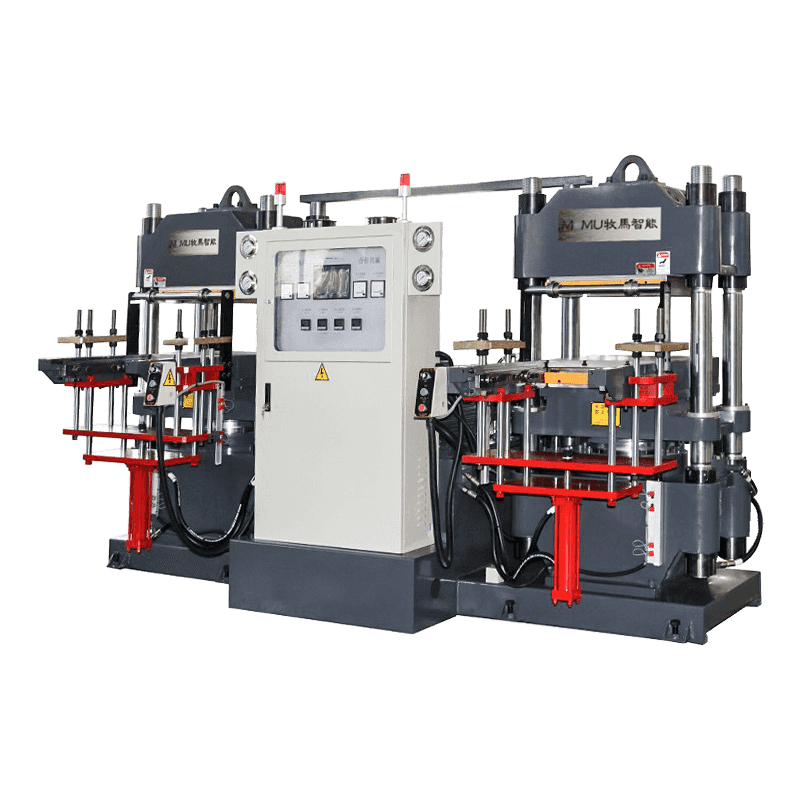
Når du vurderer en BMC specialstøbemaskine til køb, skal du matche spændetonnage og skudstørrelse til din største forventede del i stedet for din gennemsnitlige del, da underdimensionering af en maskine til fremtidige projekter er en almindelig og dyr fejl. Overvej også, om dit produktmix hælder mod simple, højstyrkedele, der favoriserer kompressionsstøbning, eller komplekse geometrier med indsatser, der favoriserer overførsels- eller injektionskonfigurationer.
Se endelig nærmere på temperaturkontrolsystemets zoneantal og reaktionsevne, da inkonsekvent formopvarmning er en af de mest vedvarende kilder til kvalitetsvariation i BMC-produktion. En maskine med finere zonekontrol og hurtigere varmereaktion vil generelt producere mere ensartede dele på tværs af lange produktionsserier, selvom de forudgående omkostninger er noget højere end et enklere alternativ.