Sådan fungerer en gummisprøjtestøbemaskine
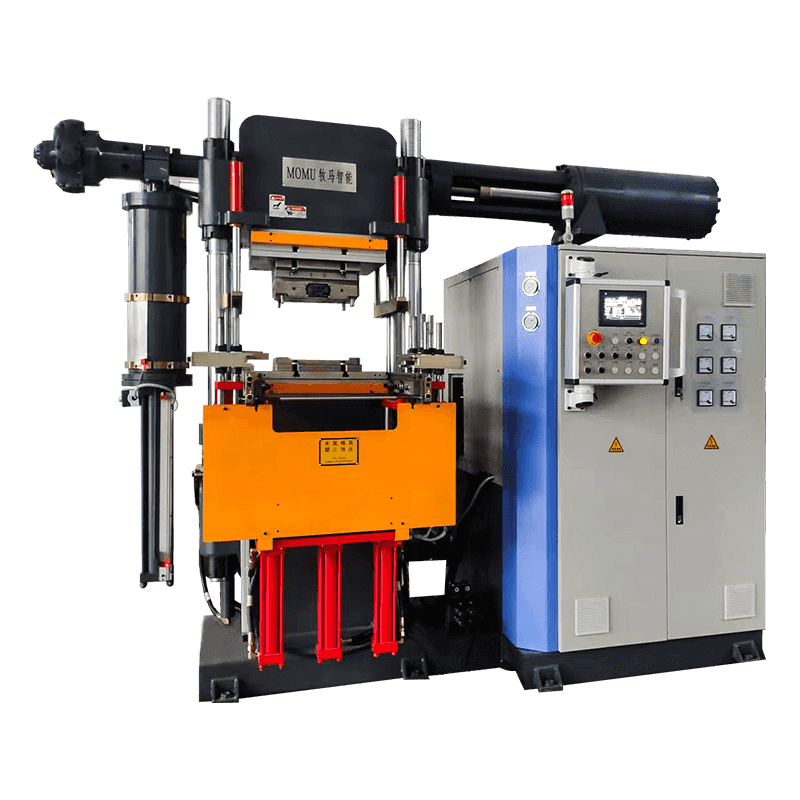
A gummi sprøjtestøbemaskine omdanner rå gummiblanding til færdige dele ved at opvarme materialet og tvinge det under tryk ind i et lukket formhulrum. I modsætning til kompressionsstøbning, som placerer rågummi direkte i en åben form, præplastificerer sprøjtestøbning gummiet i en opvarmet tønde, før den sprøjtes ind gennem en dyse i en forseglet form. Denne proces giver mulighed for hurtigere cyklustider, snævrere tolerancer og mindre materialespild, hvilket gør den særligt velegnet til højvolumenproduktion af tekniske gummikomponenter.
Gummiblandingen føres typisk ind i maskinen i strimmel- eller pelletform. En roterende skrue eller stempel bevæger materialet gennem cylinderen, mens varmeelementer bringer det til den korrekte behandlingstemperatur. Når gummiet når en optimal viskositet, sprøjtes det ind i støbeformens hulrum, hvor det hærder under kontrolleret varme og tryk, før det udstødes som en færdig del.
Maskinens hovedkomponenter
At forstå hver hovedkomponent hjælper operatører med at fejlfinde produktionsproblemer og optimere indstillinger for forskellige gummiblandinger og delegeometrier.
Væsentlige dele og deres funktioner
- Injektionsenhed: blødgør og sprøjter gummiblandingen ind i formen
- Spændeenhed: holder formhalvdelene sammen under højt tryk under indsprøjtning og hærdning
- Varmesystem: opretholder præcise tønde- og formtemperaturer for ensartet hærdning
- Hydraulisk eller elektrisk drev: driver skruedrejning, indsprøjtning og spændebevægelse
- Kontrolsystem: styrer temperatur, tryk, indsprøjtningshastighed og cyklus timing
- Ejektorsystem: frigiver den færdige del fra formen efter hærdning
Moderne maskiner bruger i stigende grad elektriske drivsystemer i stedet for rent hydrauliske, hvilket giver mere præcis kontrol over indsprøjtningshastigheden og reducerer energiforbruget i tomgangsperioder mellem cyklusser.

Sammenligning af sprøjtestøbning med andre gummistøbningsmetoder
Producenter, der vælger en støbeproces, bør afveje sprøjtestøbning mod kompression og transferstøbning, da hver metode giver forskellige fordele afhængigt af delens kompleksitet, produktionsvolumen og budget.
| Metode | Cyklus tid | Materialeaffald | Bedst til |
| Sprøjtestøbning | Hurtigt | Lav | Højvolumen, komplekse dele |
| Kompressionsstøbning | Langsommere | Højere | Simple former, lav volumen |
| Overførselsstøbning | Moderat | Moderat | Dele med metalindsatser |
Sprøjtestøbning viser sig generelt at være mere omkostningseffektiv i skala på trods af højere værktøjsomkostninger på forhånd, da reducerede cyklustider og mindre spild opvejer den indledende investering over store produktionsserier.
Almindelige applikationer på tværs af brancher
Gummisprøjtestøbemaskiner producerer en bred vifte af komponenter, der bruges i bilindustrien, medicinsk, elektrisk og forbrugsgodsfremstilling. Processen er især værdsat for dele, der kræver snævre dimensionelle tolerancer eller konsistente fysiske egenskaber på tværs af store partier.
Typiske produkter fremstillet gennem sprøjtestøbning
- Automotive tætninger, pakninger og tyller
- Komponenter til medicinsk udstyr såsom tætninger og propper
- Elektriske stik og isolerende dele
- O-ringe og industripakninger
- Forbrugerprodukter som greb, tætninger og beskyttelsesovertræk
Fordi sprøjtestøbning understøtter forme med flere hulrum, kan producenter producere snesevis af identiske dele i en enkelt cyklus, hvilket øger gennemløbet betydeligt sammenlignet med kompressionsstøbningsopsætninger med enkelt hulrum.
Nøglefaktorer, der påvirker kvaliteten af støbte dele
At opnå ensartede, fejlfrie gummidele afhænger af omhyggelig styring af flere procesvariable gennem hele produktionen. Små afvigelser i temperatur eller tryk kan føre til defekter som flash, porøsitet eller ufuldstændig hærdning.
Kritiske procesvariabler at overvåge
Indsprøjtningstryk og hastighed bestemmer, hvor fuldstændig gummiet fylder formhulrummet, før hærdningen begynder, med utilstrækkeligt tryk, der ofte forårsager korte skud eller svage striklinjer. Tønde- og formtemperaturen skal forblive inden for det anbefalede område fra producenten af blandingen, da overophedning kan forårsage for tidlig hærdning inde i tønden, kendt som svidning, mens utilstrækkelig varme fører til ufuldstændige hærdninger og svagere mekaniske egenskaber.
Hærdningstiden spiller også en væsentlig rolle for en del af kvaliteten og produktionseffektiviteten. Forlængelse af hærdetiden ud over, hvad der er nødvendigt, reducerer gennemløbet uden at forbedre delens ydeevne, mens man skærer den for kort, risikerer underhærdede dele, der fejler holdbarhedstestning. Producenter kører typisk forsøgspartier med varierende hærdetider for at identificere den optimale balance mellem kvalitet og cykluseffektivitet for hver specifik forbindelse.
Vedligeholdelsestips til maskinydelse på lang sigt
Rutinemæssig vedligeholdelse holder en gummisprøjtestøbemaskine i drift effektivt og hjælper med at undgå uplanlagt nedetid, der kan forstyrre produktionsplanerne. Etablering af en ensartet vedligeholdelsesrutine forlænger også levetiden for kritiske komponenter som skruer, tønder og forme.
Daglige opgaver bør omfatte rensning af restgummi fra dyse- og formoverflader, da ophobning kan forårsage defekter i efterfølgende dele og øge slid på formhulrum. Ugentlig kontrol bør verificere hydraulikvæskeniveauer og inspicere tætninger for lækager, da hydrauliske systemfejl er blandt de mest almindelige årsager til uventet maskinstilstand.
Periodisk inspektion af varmeelementer og temperatursensorer sikrer nøjagtige aflæsninger, da defekte sensorer lydløst kan forårsage kvalitetsproblemer længe før de udløser en synlig fejl. At føre detaljerede vedligeholdelsesregistre hjælper også med at identificere slidmønstre over tid, hvilket giver fabriksledere mulighed for at planlægge udskiftning af dele proaktivt i stedet for reaktivt at reagere på nedbrud.