Hvad er en flydende silikoneformspændemaskine, og hvorfor betyder det noget?
A flydende silikone formspændemaskine — almindeligvis omtalt som en LSR (Liquid Silicone Rubber) sprøjtestøbemaskine med integreret spændesystem — er et specialiseret stykke fremstillingsudstyr designet til at forarbejde to-komponent flydende silikonegummi til præcisionsstøbte dele. I modsætning til konventionelle termoplastiske sprøjtestøbemaskiner skal LSR-maskiner håndtere et materiale, der koldfødes ind i et opvarmet formhulrum, hvor det gennemgår en vulkaniserings- (hærdnings-) reaktion frem for en kølebaseret størkning. Spændeenheden spiller en kritisk rolle i denne proces ved at opretholde en præcis, ensartet formlukningskraft gennem injektions-, påfyldnings- og hærdningscyklusser - forhindrer flash, sikrer dimensionsnøjagtighed og beskytter formen mod skader forårsaget af internt injektionstryk.
Betydningen af spændesystemet forstærkes i flydende silikonebehandling, fordi LSR har en ekstrem lav viskositet sammenlignet med termoplast - ofte i området 100.000 til 300.000 mPa·s før hærdning. Denne lave viskositet betyder, at materialet let flyder ind i de mindste mellemrum mellem formens skilleflader, hvilket gør selv mindre klemkraftmangler øjeblikkeligt synlige som flashdefekter på delens overflade. En korrekt specificeret og kalibreret spændemaskine eliminerer denne risiko, mens den muliggør værktøjskonfigurationer med høj kavitet, der maksimerer produktionseffektiviteten.
Kernekomponenter og hvordan spændesystemet fungerer
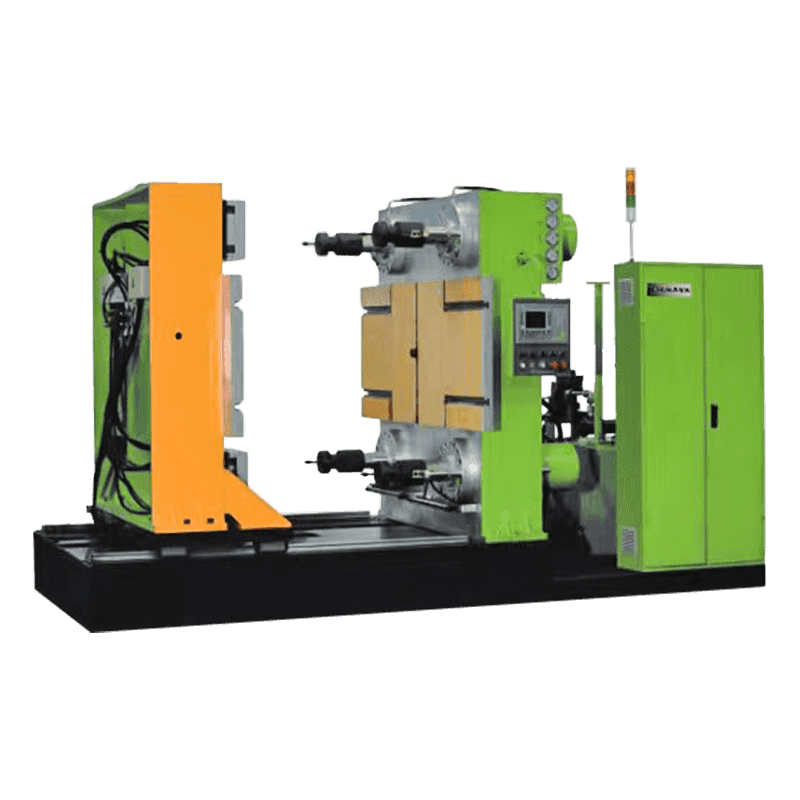
At forstå arkitekturen af en flydende silikoneformspændemaskine hjælper producenterne med at træffe informerede indkøbs- og driftsbeslutninger. Maskinen er sammensat af to integrerede undersystemer: indsprøjtningsenheden, som måler, blander og indsprøjter den to-komponent LSR, og spændeenheden, som åbner, lukker og låser formen under kontrolleret kraft. Til flydende silikoneapplikationer skal begge delsystemer opfylde standarder, der er væsentligt mere krævende end standard termoplastmaskiner.
Klemmeenheden
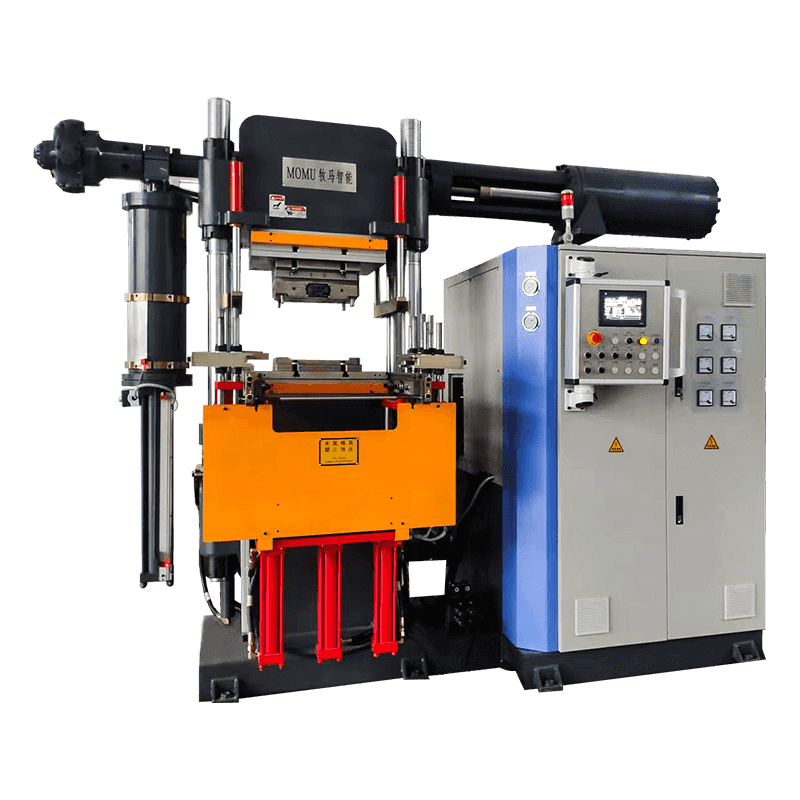
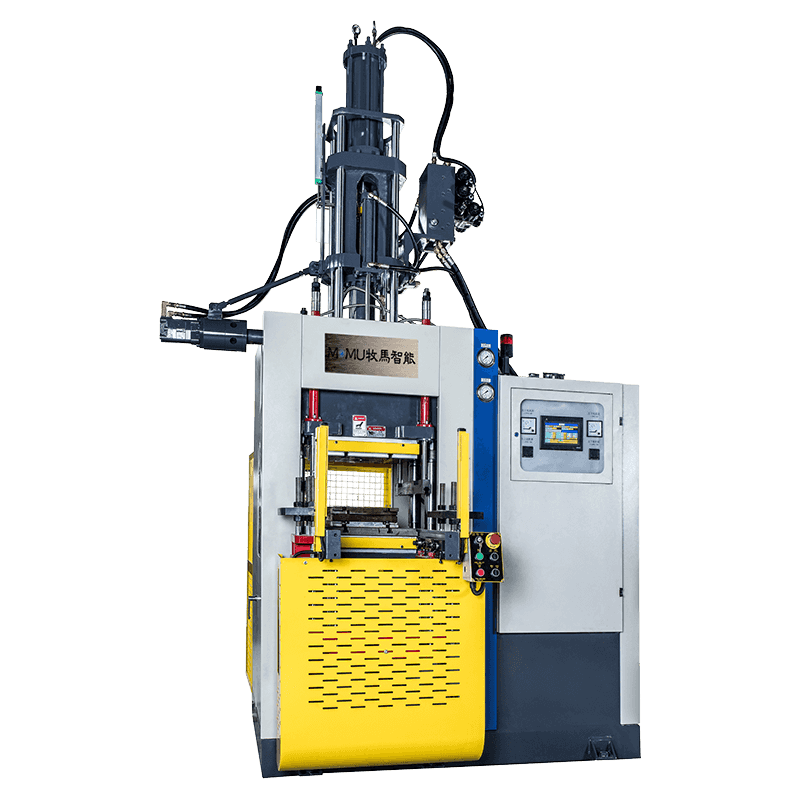
Spændeenheden består af en stationær plade, en bevægelig plade, spændestænger (eller en spændestangsfri ramme i nogle designs) og spændeaktuatoren - som kan være hydraulisk, vippemekanisk eller servoelektrisk afhængigt af maskinens design. Den bevægelige plade bevæger sig langs bindestængerne eller rammestyrene for at åbne og lukke formen. Når formen er helt lukket, anvender spændeaktuatoren den nominelle spændekraft - målt i kilonewtons (kN) eller tons - for at låse formhalvdelene sammen mod indsprøjtningstrykket, der virker til at tvinge dem fra hinanden under materialefyldning.
Til LSR-behandling skal spændeenheden også rumme en opvarmet form (typisk holdt ved 170–220°C), mens indsprøjtningssystemet forbliver koldt (5–15°C). Denne termiske kontrast betyder, at maskinrammen og pladedesignet skal tage højde for differentiel termisk ekspansion for at opretholde parallelitet og ensartet spændekraftfordeling over formfladen - afgørende for at opnå ensartede flash-fri dele i multi-kavitetsværktøjer.
Indsprøjtnings- og måleenheden
Indsprøjtningsenheden til LSR-maskiner er fundamentalt forskellig fra termoplastiske enheder. Den består af et to-komponent pumpe- og målesystem - typisk et volumetrisk forhold på 1:1 mellem komponent A (basispolymeren) og komponent B (tværbinderen/katalysatoren) - kombineret i en statisk eller dynamisk blander, før den kommer ind i den kolde tønde og indsprøjtningsskruen. Pigmentdoseringssystemer kan integreres inline til farvede LSR-dele. Indsprøjtningsskruen er afkølet for at forhindre for tidlig vulkanisering i løbet, og dysen har en nåleafspærringsventil for at forhindre savlen mellem skuddene.
Nøgle tekniske specifikationer, der skal evalueres, når du vælger en maskine
Valg af en flydende silikoneformspændemaskine kræver omhyggelig evaluering af flere indbyrdes afhængige tekniske parametre. Underdimensionering af en enkelt specifikation i forhold til dine værktøjs- og produktionskrav kan resultere i vedvarende kvalitetsproblemer eller maskinskade. Følgende tabel opsummerer de mest kritiske specifikationer og deres praktiske betydning:
| Specifikation | Typisk rækkevidde | Hvorfor det betyder noget |
| Klemkraft | 50 – 4.000 kN | Skal overstige det projicerede hulrumstryk for at forhindre flash |
| Pladestørrelse | 200×200 mm – 1000×1000 mm | Bestemmer maksimale formbasedimensioner |
| Dagslys åbning | 200 – 800 mm | Skal rumme formhøjde plus afformningsslag |
| Injektionsvolumen | 2 – 3.000 cm³ | Skal matche den samlede skudvægt inklusive løbere |
| Målingsnøjagtighed | ±0,5 % eller bedre | Sikrer ensartet A:B-forhold og hærdningsensartethed |
| Skimmeltemperaturkontrol | Op til 250°C | Styrer hærdehastigheden og delens kvalitet |
| Tønde/dysetemperatur | 5 – 20°C (afkølet) | Forhindrer for tidlig vulkanisering i fodersystemet |
| Klemdrev Type | Hydraulisk / Toggle / Servo-elektrisk | Påvirker præcision, energiforbrug og vedligeholdelseskrav |
Hydraulisk vs. Toggle vs. Al-Elektrisk fastspænding: Valg af det rigtige drev
Valget af spændedrevtype er en af de mest konsekvensbeslutninger, når man skal specificere en spændemaskine til flydende silikoneform. Hver drevteknologi tilbyder et særskilt sæt af afvejninger i form af kraftkonsistens, energieffektivitet, præcision og vedligeholdelseskrav - som alle har væsentlige konsekvenser for LSR-behandling specifikt.
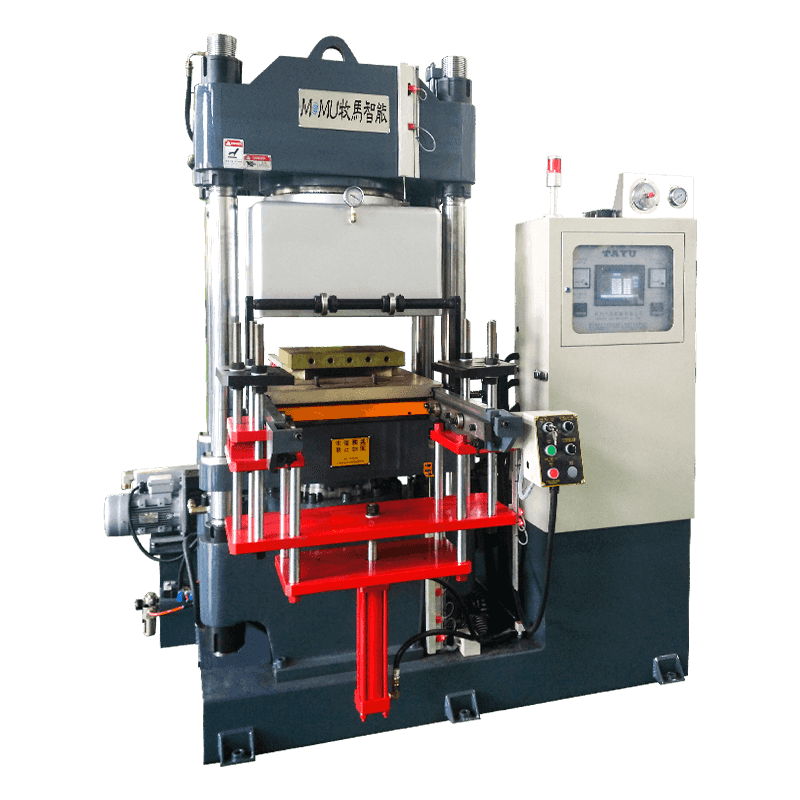
Hydraulisk fastspænding
Hydrauliske spændesystemer bruger trykolie til at aktivere spændecylinderen direkte. De tilbyder høje spændekræfter i kompakte maskinrammer, hvilket gør dem velegnede til LSR-maskiner med store tonnage, der producerer store dele som f.eks. biltætninger, pakninger eller store huse til medicinsk udstyr. Hydrauliske systemer giver jævn, kontinuerlig kraftpåføring og er relativt tolerante over for skævvridning. De bruger dog konstant energi for at opretholde hydraulisk tryk, generere varme, der skal styres, og kræver regelmæssig vedligeholdelse af hydraulikvæske og tætningsinspektioner for at forhindre kontaminering - et problem i renrums-LSR-produktion til medicinske eller fødevarekontaktapplikationer.
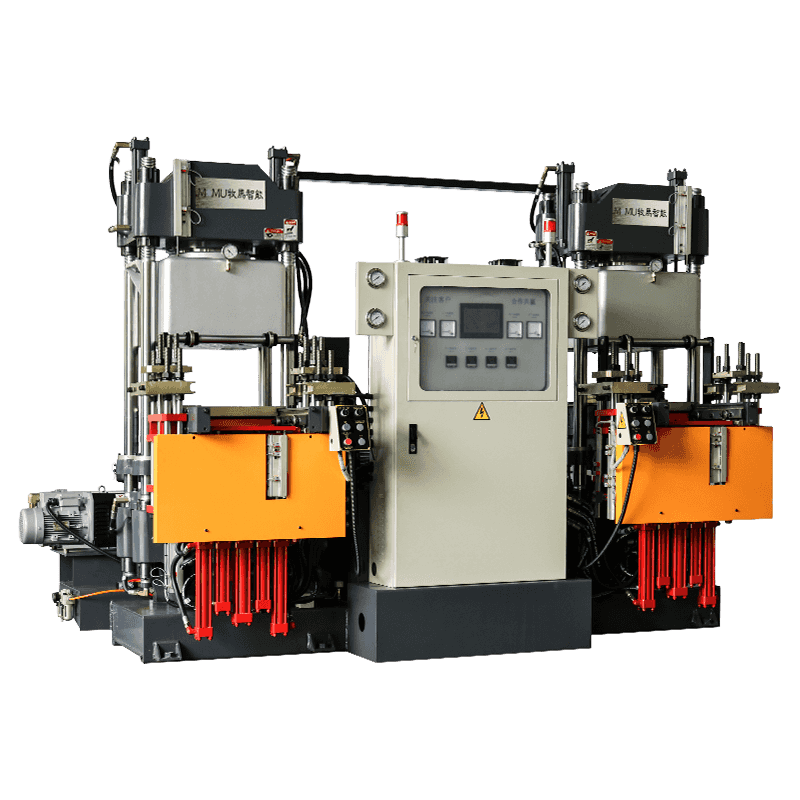
Skift fastspænding
Vippemekanismer bruger et mekanisk forbindelsessystem drevet af en hydraulisk eller servoaktuator til at multiplicere kraften geometrisk, når vippearmene nærmer sig deres helt udstrakte (låste) position. Dette design giver en meget høj spændekraft ved slutningen af slaget med en forholdsvis lav aktuatorindsats, hvilket gør den energieffektiv til højcyklusapplikationer. Toggle-maskiner er meget udbredt i mellem- til stor LSR-produktion og tilbyder hurtige tørrecyklustider. Den primære begrænsning er, at klemkraften er følsom over for formhøjden - justeringer skal foretages præcist, når forme udskiftes for at sikre, at vippen når fuld udstrækning ved det korrekte formlukningspunkt, hvilket kræver omhyggelige opsætningsprocedurer.
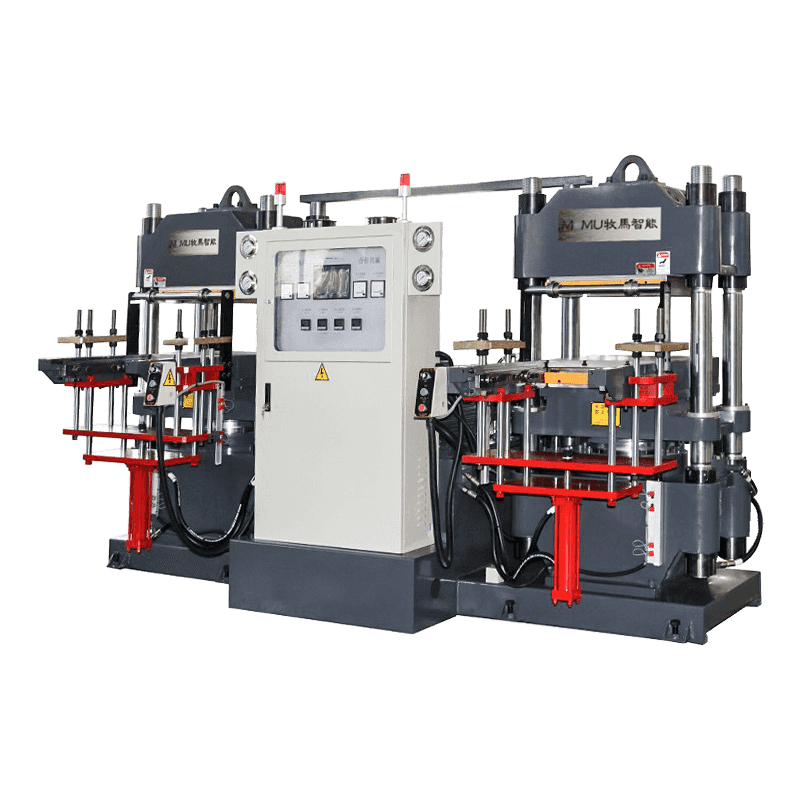
Helelektrisk (Servoelektrisk) fastspænding
Helelektriske spændemaskiner bruger servomotorer, der driver kugleskruemekanismer til at åbne, lukke og anvende spændekraft. Denne teknologi leverer de højeste niveauer af repeterbarhed og positionspræcision - afgørende for snævre tolerance LSR-dele, der bruges i medicinsk udstyr, optiske komponenter og mikrostøbningsapplikationer. Helelektriske maskiner forbruger kun energi, når de er i bevægelse, genererer ingen hydraulisk varme og producerer ingen risiko for olieforurening, hvilket gør dem til det foretrukne valg til ISO-klasse renrumsmiljøer. Deres højere oprindelige købspris opvejes typisk over tid gennem lavere driftsomkostninger, reduceret vedligeholdelse og overlegen proceskonsistens.

Industrier og applikationer, der er afhængige af LSR-spændemaskiner
Fastspændingsmaskiner til flydende silikoneforme betjener en bemærkelsesværdig mangfoldig række af industrier, drevet af LSRs unikke kombination af biokompatibilitet, termisk stabilitet, elektrisk isolering og holdbarhed. At forstå, hvilke industrier der er mest afhængige af denne teknologi, hjælper med at kontekstualisere de maskinydelseskrav, der betyder mest i hver sektor.
- Medicinsk udstyr og sundhedspleje: LSR er FDA-kompatibel, autoklaverbar og biokompatibel, hvilket gør den uundværlig til fremstilling af åndedrætsmasker, kateterkomponenter, ventilmembraner, sprøjteforseglinger, ørespidser til høreapparater og kirurgiske instrumentgreb. Maskiner, der anvendes i denne sektor, skal opfylde standarder for renrumskompatibilitet og give fuld sporbarhed af procesparametre.
- Automotive: Tætningssystemer, tændrørsstøvler, konnektorpakninger og sensorhuse fremstillet af LSR kræver højvolumenproduktion med snævre dimensionstolerancer. Multi-cavity hot runner-værktøjer, der kører på spændemaskiner med store tonnage, er standard i automotive tier-1 leverandørfaciliteter.
- Baby- og spædbørnsprodukter: Flaskenipler, sutter, bideringe og fodringstilbehør er fremstillet af fødevaregodkendt LSR på maskiner, der er valideret til at opfylde sikkerhedsstandarder såsom FDA 21 CFR og EU 10/2011 for materialer i kontakt med fødevarer.
- Forbrugerelektronik: Vandtætte forseglinger til smartphones, smartwatches og øretelefoner; tastatur skifte membran; og hudkontaktkomponenter til bærbare enheder fremstilles i stigende grad af LSR på grund af dets holdbarhed og taktile egenskaber.
- Industriel tætning og væskekontrol: O-ringe, membraner og tilpassede pakninger til pumper, ventiler og kemisk behandlingsudstyr drager fordel af LSR's modstandsdygtighed over for ekstreme temperaturer (-60°C til 230°C), UV-stråling og aggressive kemikalier.
Procesparametre, der direkte påvirker fastspændingsydelse og delkvalitet
Selv den mest præcist specificerede flydende silikoneformspændemaskine vil producere defekte dele, hvis procesparametrene ikke er korrekt etableret og vedligeholdt. LSR-støbning er følsom over for en klynge af indbyrdes forbundne variable, som operatører og procesingeniører skal overvåge og optimere løbende.
- Klemkraft vs. projiceret hulrumsområde: Beregn den nødvendige spændekraft ved at gange det samlede projicerede areal af alle hulrum og løbere (i cm²) med det gennemsnitlige indsprøjtningstryk (i kN/cm²). Anvend en sikkerhedsfaktor på 1,2-1,5 for at tage højde for trykspidser under påfyldning. Utilstrækkelig klemkraft resulterer i flash; overdreven kraft kan beskadige skimmelsvampeoverflader over tid.
- Formtemperaturens ensartethed: Ujævn formopvarmning fører til variable hærdehastigheder på tværs af hulrummet, hvilket giver dele med inkonsekvent hårdhed, overfladefinish eller dimensionsnøjagtighed. Valider temperaturens ensartethed på tværs af formfladen ved hjælp af termisk billedbehandling, før du går i gang med produktionen.
- Injektionshastighed og tryk: LSR's lave viskositet betyder, at den udfylder hulrum hurtigt. Indsprøjtningshastigheden skal kontrolleres for at undgå luftindfangning og stråledefekter, især i tyndvæggede eller komplekse geometriske dele. Programmerbare flertrins injektionsprofiler gør det muligt at reducere hastigheden ved kritiske fyldningsovergange.
- Optimering af hærdetid: Hærdningstiden er en funktion af formens temperatur, delvægtykkelsen og den specifikke LSR-kvalitets aktiveringsenergi. Underhærdning efterlader dele klæbrige og mekanisk svage; overhærdning spilder cyklustid og kan forårsage termisk nedbrydning i tynde sektioner. Brug hærdetidsundersøgelser med durometermålinger for at etablere den minimale effektive hærdetid for hver værktøj og materialekombination.
- Vakuum udluftning: Mange LSR-forme er udstyret med vakuumsystemer, der evakuerer luft fra hulrummet umiddelbart før injektion. Dette er især vigtigt for små hulrum, blinde lommer eller dele med strenge kosmetiske krav, da indespærret luft forårsager hulrum, korte skud og overfladeporøsitet, som klemkraft alene ikke kan forhindre.
Vedligeholdelse og lang levetid: Beskyt din maskininvestering
En spændemaskine til flydende silikoneforme repræsenterer en betydelig kapitalinvestering - begyndermaskiner starter omkring $80.000, mens fuldt udstyrede, elektriske systemer med multikomponentmåling og renrumsintegration kan overstige $500.000. Implementering af et disciplineret forebyggende vedligeholdelsesprogram er afgørende for at beskytte denne investering, minimere uplanlagt nedetid og opretholde produktionskvaliteten i hele maskinens driftslevetid.
- Daglig udrensning af doserings- og blandesystemet: Ved afslutningen af hvert produktionsskift skal du rense blanderen, det statiske blandeelement og dysen for at forhindre LSR i at hærde inde i fødesystemet. Hærdede silikoneblokeringer i statiske blandere er en førende årsag til uplanlagt nedetid og kan kræve dyr adskillelse og rengøring.
- Kontrol af parallelitet af bindestang og plade: Mål pladeparalleliteten med regelmæssige intervaller ved hjælp af måleskiver. Tab af parallelitet – forårsaget af slid på trækstangen, ujævne klembelastninger eller termiske effekter – fører til uensartede flashmønstre på tværs af multi-kavitetsværktøjer og kan fejldiagnosticeres som et værktøjsproblem, hvis maskinens geometri ikke kontrolleres først.
- Inspektion af tønde- og dysekølesystem: Kontroller, at kølevandsstrømmen gennem tøndens kølekappe forbliver inden for specificerede parametre. Tab af kølekapacitet gør det muligt for LSR at begynde at vulkanisere i fødezonen, hvilket forårsager uregelmæssige skudvægte og skruemomentspidser, der kan beskadige drivkomponenterne.
- Kalibrering af servodrev og encoder: For helelektriske maskiner skal du kontrollere servomotorens encoder-feedback-nøjagtighed og kugleskrue-forspænding med planlagte intervaller. Encoderdrift eller slid på kugleskruer introducerer positionsfejl i påføring af klemkraft, som måske ikke er umiddelbart synlige i delkvalitet, men vil akkumulere til betydelige defekter over tid.
For producenter, der er forpligtet til præcision, konsistens og skalerbarhed i produktionen af flydende silikonegummi, er investering i den rigtige spændemaskine til flydende silikoneforme – korrekt specificeret, korrekt installeret og nøje vedligeholdt – den eneste mest virkningsfulde beslutning til at etablere en konkurrencedygtig LSR-støbeoperation, der er i stand til at opfylde de krævende standarder for nutidens medicinske, automobil- og forbrugerprodukter.