Hvad er en vakuumgummivulkaniseringsmaskine, og hvordan fungerer den?
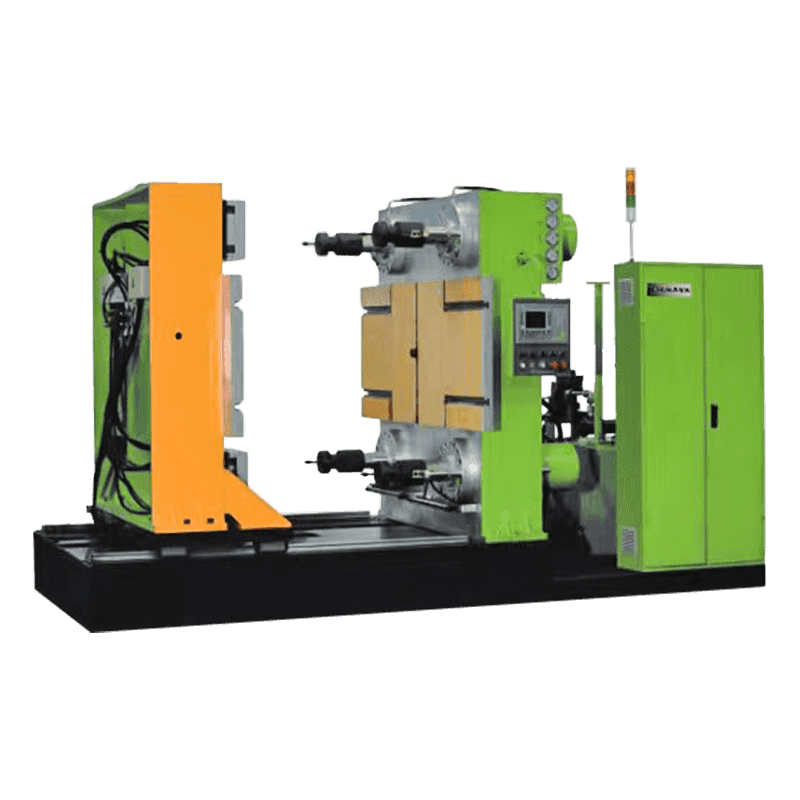
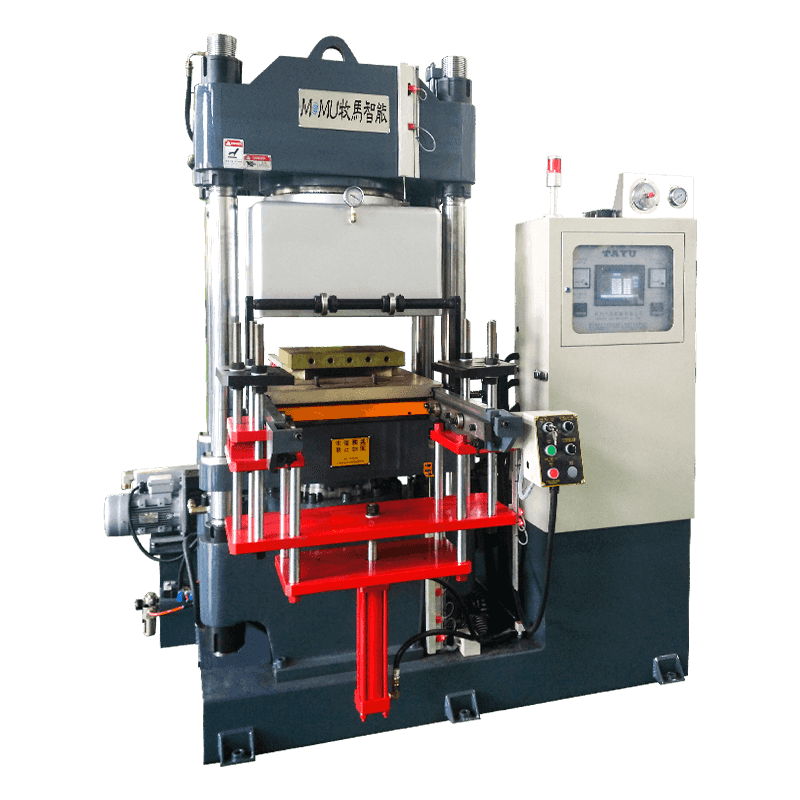
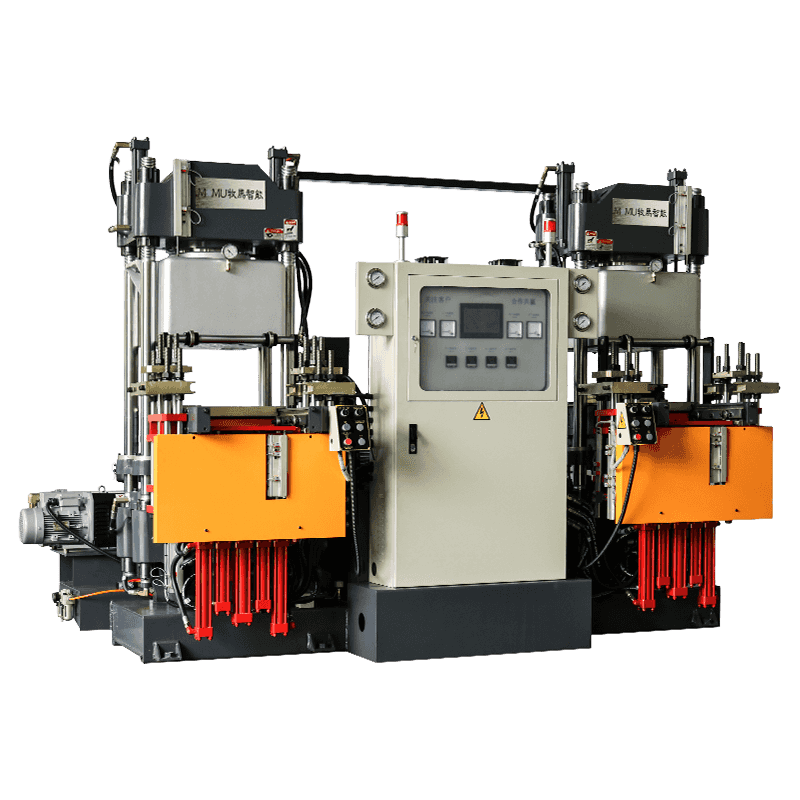
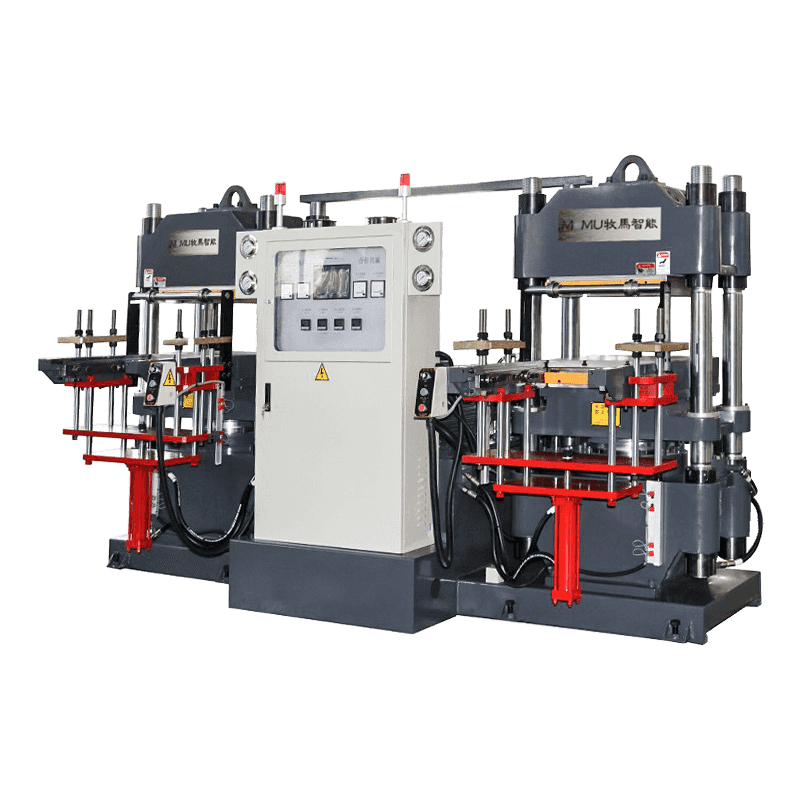
En vakuumgummivulkaniseringsmaskine er et specialiseret stykke industrielt udstyr, der bruges til at hærde gummiblandinger under kontrolleret varme og tryk i et vakuummiljø. Vulkanisering er den kemiske proces, der omdanner rå eller sammensat gummi fra en blød, bøjelig tilstand til et holdbart, elastisk og varmebestandigt materiale ved at danne tværbindinger mellem polymerkæder - typisk gennem svovl- eller peroxidbaserede hærdere. Vakuumkomponenten er det, der adskiller denne maskine fra standardpressevulkanisatorer. Ved at evakuere luft fra formhulrummet før og under hærdningscyklussen eliminerer maskinen indespærrede luftlommer og gasser, der ellers ville forårsage porøsitet, hulrum eller overfladepletter i det færdige gummiprodukt.
Maskinen fungerer gennem en sekvens af automatiserede trin: formpåfyldning, vakuumevakuering, trykpåføring, varmehærdning og formfrigivelse. Opvarmning opnås typisk gennem elektriske plader eller dampopvarmede plader, der overfører varme ensartet til gummiblandingen. En vakuumpumpe forbundet til det forseglede formkammer trækker det indre tryk ned - almindeligvis til mellem -0,08 MPa og -0,1 MPa - før pressen lukker og påfører klemkraft. Denne kombination af vakuum, varme og mekanisk tryk sikrer, at komplekse formgeometrier fyldes fuldstændigt, og at den hærdede del opfylder dimensions- og overfladekvalitetsspecifikationer.

Industrier og applikationer, der er afhængige af vakuumvulkanisering
Vakuumgummivulkaniseringsmaskiner anvendes på tværs af en bred vifte af industrier, hvor gummidelens kvalitet og konsistens ikke er til forhandling. Bilsektoren er en af de største brugere, der er afhængig af disse maskiner til at producere tætninger, pakninger, O-ringe, vibrationsdæmpere og væskehåndteringskomponenter, der skal fungere pålideligt under krævende termiske og mekaniske forhold. I rumfartsindustrien bruges vakuumvulkanisering til præcisionsgummikomponenter, hvor selv mikroskopiske hulrum kan kompromittere integriteten af kritiske tætningssystemer.
Industrien for medicinsk udstyr bruger vakuumvulkaniseringsmaskiner til at fremstille silikone- og specialgummidele, der skal opfylde strenge standarder for biokompatibilitet og dimensionel tolerance. Elektronikproducenter bruger dem til fremstilling af isolerende komponenter og vibrationsisoleringsbeslag. Fodtøjsindustrien anvender teknologien til sålbinding og støbte gummikomponenter. I hvert tilfælde er vakuummiljøet afgørende for at opnå den overfladefinish, indre tæthed og mekaniske ydeevne, som standardpressevulkanisering ikke kan levere pålideligt.
Nøgleprocesparametre og hvordan man kontrollerer dem
At producere konsistente, fejlfri vulkaniserede gummidele kræver præcis styring af flere indbyrdes afhængige procesparametre. At forstå, hvad hver parameter gør - og hvordan afvigelser påvirker outputtet - er grundlæggende for at kunne betjene en vakuumvulkaniseringsmaskine effektivt.
Vulkaniseringstemperatur
Temperaturen er den primære drivkraft for vulkaniseringsreaktionen. De fleste gummiblandinger hærder i området fra 150°C til 200°C, med den specifikke optimale temperatur afhængigt af sammensætningens formulering og det anvendte hærdningssystem. For lav temperatur resulterer i underhærdning - gummiet vil være blødt, svagt og kan udvise klæbrighed eller ufuldstændig tværbinding. For høj temperatur forårsager overhærdning eller reversion, hvor polymernetværket nedbrydes, og gummiet mister styrke og elasticitet. Ensartethed af pladetemperaturen på tværs af formoverfladen er lige så vigtig; temperaturgradienter på mere end fem til ti grader celsius på tværs af formen kan forårsage ujævn hærdning og differentieret krympning.
Hærdningstid
Hærdningstiden bestemmes af forbindelsens rheologidata - specifikt T90-værdien fra en MDR-test (Moving Die rheometer), som angiver den tid, der kræves for at nå halvfems procent af det maksimale drejningsmoment (tværbindingstæthed) ved måltemperaturen. Hærdetider varierer typisk fra to til tredive minutter afhængigt af blandingstype, deltykkelse og temperatur. For tykke sektioner skal der indregnes ekstra tid for at lade varmen trænge ind til kernen. At bruge en hærdetid, der er for kort, er en af de mest almindelige kilder til feltfejl i gummiprodukter.
Vakuumniveau og timing
Vakuumet skal nå målniveauet, før pressen lukker og hærdningen begynder. De fleste operationer har et vakuumniveau på -0,095 MPa til -0,1 MPa. Evakueringstiden - typisk femten til tres sekunder - skal være tilstrækkelig til fuldt ud at rense luften fra både formhulrummet og eventuelle udluftningskanaler. Hvis vakuumpumpens cyklus er for kort, vil resterende luft blive komprimeret i stedet for at blive fjernet, når pressen lukker, hvilket forårsager hulrum under overfladen. Regelmæssig test af pumpens ydeevne og kontrol for utætheder i vakuumledningerne og formpakningerne er afgørende for at opretholde ensartet evakueringskvalitet.
Klemmetryk
Klemmetryk holder formhalvdelene forseglet under vulkanisering og komprimerer gummiblandingen for at fylde hulrummets geometri fuldstændigt. Utilstrækkeligt spændetryk gør det muligt at danne flash ved skillelinjen og kan resultere i underfyldte sektioner. For højt tryk kan beskadige skimmelsvampe eller få forbindelse til at blive presset ud af hulrummet, før geldannelse opstår. Typiske spændetryk til gummivulkanisering varierer fra 10 til 25 MPa afhængigt af sammensætningens viskositet og delens geometri.
Almindelige defekter og hvordan man diagnosticerer dem
Selv med velkalibrerede maskiner kan der opstå defekter i vulkaniserede gummidele. At identificere årsagen minimerer hurtigt skrot og produktionsnedetid. Følgende tabel opsummerer de hyppigst forekommende defekter og deres sandsynlige årsager:
| Defekt | Sandsynlig årsag | Korrigerende handling |
| Porøsitet / indre hulrum | Utilstrækkelig vakuum eller evakueringstid | Kontroller pumpens ydeevne; forlænge evakueringstiden |
| Overfladeblærer | Fugt i forbindelse eller skimmelsvamp | Præ-tør forbindelse; rengør og forvarm formen |
| Underhærdning (bløde dele) | Lav temperatur eller utilstrækkelig hærdetid | Bekræft kalibrering af pladetemperatur; forlænge helbredelsestiden |
| Overdreven flash | Lavt spændetryk eller slidt formskillelinje | Forøg pressetonnage; efterse og istandsætte skimmelsvamp |
| Kort skud / ufyldte områder | Utilstrækkelig sammensat ladningsvægt | Genberegn ladningsvægt; justere sammensatte præform |
| Dimensionel variation | Uensartet temperatur eller klemkraft | Kalibrering af sensorer; udføre regelmæssig pressevedligeholdelse |
Sådan vælger du den rigtige vakuumgummivulkaniseringsmaskine
At vælge den korrekte maskine kræver, at udstyrsspecifikationerne matcher kravene til din specifikke produktionsapplikation. Nøgleevalueringskriterier omfatter pladestørrelse, pressetonnage, vakuumsystemkapacitet, temperaturområde og kontrolsystems sofistikerede.
- Pladens størrelse skal rumme den største form, du har til hensigt at køre, med tilstrækkelig margin til at opretholde ensartet temperaturfordeling. Standard pladestørrelser spænder fra 200 mm × 200 mm til produktion af små dele op til 1000 mm × 1000 mm eller større til industrielle applikationer.
- Pressens tonnage skal matches til det projicerede område af din form og viskositeten af din gummiblanding. Som en generel retningslinje skal du beregne den nødvendige kraft ved at multiplicere formhulrummets projicerede areal med det målrettede klemtryk, og derefter tilføje en sikkerhedsmargin på mindst tyve procent.
- Vakuumpumpens kapacitet - målt i liter pr. minut - bør være tilstrækkelig til at evakuere formkammeret til det ønskede vakuumniveau inden for femten til tredive sekunder. Større formvolumener kræver pumper med højere kapacitet for at undgå forlængede cyklustider.
- Temperaturområde og ensartethedsspecifikationer skal verificeres i forhold til hærdningskravene for din blanding. De fleste maskiner til generelle formål fungerer op til 200°C, mens specialmaskiner til højtemperatur silikone- eller fluorelastomerforbindelser kan kræve 250°C eller højere.
- Styresystemets kapacitet bestemmer, hvor meget procesfleksibilitet og datalogning du kan opnå. Programmerbare logiske controllere (PLC'er) med touchscreen-grænseflader tillader flertrins-hærdningsprofiler, automatiseret vakuumsekventering og lagring af produktionsregistreringer - alt sammen værdifuldt for kvalitetsstyring og procesgentagelighed.
Rutinemæssig vedligeholdelse, der beskytter maskinens ydeevne
En vulkaniseringsmaskine med vakuumgummi repræsenterer en betydelig kapitalinvestering, og konsekvent vedligeholdelse er afgørende for at beskytte denne investering og samtidig sikre produktionspålidelighed. Vakuumsystemet kræver mest opmærksomhed - vakuumpumpeolie skal kontrolleres og skiftes i henhold til producentens tidsplan, typisk hver tredje til seks måned under kontinuerlige produktionsforhold. Vakuumledningsforbindelser, pakninger og formpakninger bør inspiceres ugentligt for slid eller lækage, da selv små utætheder forringer evakueringsydelsen betydeligt.
Pladetemperatursensorer og tryktransducere skal kalibreres kvartalsvis ved hjælp af certificerede referenceinstrumenter for at sikre, at maskinens viste værdier afspejler de faktiske procesforhold. Hydraulikvæskeniveauer og filterforhold bør overvåges månedligt. Formoverflader bør rengøres efter hver produktionskørsel for at forhindre opbygning af gummirester, som kan forårsage fastklæbning, overfladefejl på efterfølgende dele og accelereret formslid. Ved at føre en detaljeret vedligeholdelseslog - registrerer alle inspektioner, væskeskift, kalibreringer og fejlhændelser - får du de historiske data, der er nødvendige for at identificere nye problemer, før de forårsager uplanlagt nedetid.
Maksimering af outputkvalitet og produktionseffektivitet
Ud over maskinvalg og vedligeholdelse opnås konsekvent høj outputkvalitet fra en vakuum gummi vulkanisering maskine afhænger af procesdisciplin. Standardisering af sammensætningsforberedelse - inklusive ensartet præforms vægt, form og placering i formen - eliminerer en af de mest almindelige kilder til del-til-del variation. Korrekt og konsekvent brug af slipmidler forhindrer klæbning uden at forurene gummioverfladen eller påvirke vedhæftning i kompositdele. Etablering af dokumenterede hærdningsopskrifter for hvert produkt og låsning af disse recepter i maskinens styresystem forhindrer utilsigtede parameterændringer, der fører til manglende overensstemmelse med produktionen.
Statistiske proceskontrolmetoder (SPC) anvendt til nøgleoutputmålinger - delvægt, kritiske dimensioner og hårdhed - giver tidlig advarsel, når der opstår procesdrift, hvilket muliggør korrigerende handling, før der produceres store mængder skrot. Til store mængder operationer muliggør integration af maskinens dataoutput med et produktionsudførelsessystem (MES) produktionsovervågning og sporbarhed i realtid, hvilket i stigende grad kræves af automobil- og medicinkunder som en del af deres leverandørkvalitetskrav. At behandle vulkaniseringsmaskinen som et præcisionsinstrument snarere end en råvarepresse er den tankegang, der adskiller konsekvent højtydende gummioperationer fra dem, der kæmper med kroniske kvalitets- og udbytteproblemer.