Hvad er en vakuumgummivulkaniseringsmaskine?
A vakuum gummi vulkanisering maskine er en specialiseret industripresse, der hærder rå eller uhærdede gummiblandinger under en kombination af kontrollerede varme-, tryk- og vakuumforhold. Udtrykket "vulkanisering" refererer til den kemiske tværbindingsproces, der omdanner blødt, bøjeligt gummi til et holdbart, elastisk og formstabilt materiale. I standard vulkaniseringspresser driver varme og tryk alene hærdningsreaktionen. I vakuumvulkaniseringsmaskiner fjerner tilføjelsen af et forseglet vakuummiljø indespærret luft, fugt og flygtige gasser fra gummimassen før og under hærdning - hvilket resulterer i et væsentligt tættere, mere ensartet og fejlfrit færdigt produkt.
Vakuumfunktionen er ikke blot en tilføjelsesfunktion; det ændrer fundamentalt de kvalitetsresultater, der kan opnås i gummiproduktion. Luftlommer og fugtindeslutninger er blandt de mest almindelige kilder til porøsitet, blæredannelse og strukturel svaghed i vulkaniserede gummidele. Ved at evakuere støbeformens hulrum til et vakuumniveau typisk mellem -0,08 MPa og -0,1 MPa før påføring af fuldt støbetryk, eliminerer maskinen disse defekter ved deres kilde. Resultatet er gummiprodukter med overlegen overfladefinish, ensartet indre tæthed og forbedret mekanisk ydeevne - egenskaber, der er kritiske i præcisionsindustrier, herunder bilforsegling, medicinsk udstyr, flykomponenter og højtydende fodtøjssåler.
Vulkaniseringsprocessen: Hvad sker der inde i maskinen
At forstå rækkefølgen af operationer inde i en vakuumgummivulkaniseringsmaskine tydeliggør, hvorfor vakuumintegration forbedrer outputkvaliteten så væsentligt. Processen udfolder sig i flere forskellige faser, som maskinen styrer automatisk gennem en programmerbar logisk controller (PLC) eller berøringsskærm.
Cyklussen begynder med formforberedelse og påfyldning. Operatøren placerer den uhærdede gummiblanding - i form af forudvejede emner, plader eller præforme - i det opvarmede formhulrum. Formen lukker delvist, og vakuumpumpen aktiveres og trækker luft og resterende fugt ud af formhulrummet gennem integrerede vakuumkanaler. Når først det ønskede vakuumniveau er opnået og holdt i en indstillet opholdstid, typisk 15 til 60 sekunder, lukker pressen helt for at påføre støbetryk. Kombinationen af varme ført gennem de opvarmede plader, det påførte tryk og fraværet af indesluttede gasser driver derefter tværbindingsreaktionen ensartet gennem gummimassen. Efter at den programmerede hærdetid er gået - som varierer fra et til tredive minutter afhængig af gummiblandingstype og deltykkelse - åbner pressen, vakuum udløses, og den hærdede del tages ud af formen.
Præcisionen af temperaturstyring er lige så vigtig. Moderne vakuumvulkaniseringsmaskiner opretholder pladetemperaturer inden for ±1°C til ±2°C på tværs af hele formoverfladen ved hjælp af elektriske modstandsvarmeelementer eller dampopvarmede plader, kombineret med indlejrede temperatursensorer og PID-controllere med lukket sløjfe. Denne ensartethed sikrer ensartet hærdning i hele produktet, hvilket eliminerer risikoen for underhærdede centre eller overhærdede overflader, der kan opstå, når der er temperaturgradienter på tværs af formen.

Kernekomponenter og deres funktioner
Ydeevnen af en vakuumgummivulkaniseringsmaskine afhænger af kvaliteten og integrationen af dens vigtigste strukturelle og funktionelle komponenter. Hvert element spiller en defineret rolle i at opnå ensartet, fejlfri vulkanisering.
Opvarmede plader
Pladerne er de flade, stive plader, som formen komprimeres imellem. I vakuumvulkaniseringsmaskiner er plader fremstillet af højkvalitetsstål med indbyggede varmeelementer eller interne kanaler til dampcirkulation. Fladhedstolerance er kritisk - en plade med ujævn overfladekontakt vil producere uensartet trykfordeling over formen, hvilket fører til tykkelsesvariationer og ufuldstændig hærdning i lavtrykszoner. Premium-maskiner specificerer pladens fladhed inden for 0,05 mm på tværs af arbejdsfladen og bruger flerpunkts temperaturføling til at detektere og kompensere for enhver termisk uensartethed.
Vakuum system
Vakuumsystemet består af en vakuumpumpe - typisk en roterende vinge- eller tørskruetype - forbundet til formhulrummet gennem et forseglet kredsløb inklusive vakuumledninger, en vakuumbuffertank, magnetventiler og vakuummålere. Buffertanken opbevarer præ-evakueret volumen, så formhulrummet hurtigt kan bringes til målvakuumniveauet uden at overbelaste pumpen. Vakuumforseglingen af formgrænsefladen opnås gennem perifere pakninger eller O-ringkanaler bearbejdet ind i formskillelinjen. Integriteten af dette tætningssystem er fundamental - enhver lækage reducerer det opnåelige vakuumniveau og kompromitterer luftfjernelseseffektiviteten.
Hydraulisk eller mekanisk spændesystem
Klemkraften, der holder formen lukket under vulkanisering, genereres enten af et hydraulisk cylindersystem eller, i mindre maskiner, af mekaniske vippemekanismer. Hydrauliske systemer tilbyder mere præcis og programmerbar trykstyring og er standard i produktionskvalitets vakuumvulkaniseringsmaskiner. Spændekræfterne spænder fra så lave som 50 kN i laboratorie- eller smådelemaskiner til over 10.000 kN i store industrielle presser til automotive eller industrielle gummiprodukter. Nøjagtig trykkontrol er afgørende, fordi både undertryk og overtryk producerer defekte dele - flash, dimensionel unøjagtighed eller spændingsinduceret revnedannelse.
PLC styresystem
Moderne vakuumvulkaniseringsmaskiner er udstyret med programmerbare logiske controllere og touchscreen menneske-maskine interfaces (HMI'er), der gør det muligt for operatører at gemme, genkalde og overvåge hærdningsprogrammer for forskellige gummiblandinger og formkonfigurationer. Et typisk program gemmer måltemperatur, hærdetid, vakuumniveau, vakuumdvæletid og spændetryk som en enkelt opskrift. PLC'en overvåger sensorfeedback i realtid og genererer alarmer for afvigelser, hvilket sikrer processporbarhed og ensartet batch-til-batch-kvalitet.
Typer af vakuumgummivulkaniseringsmaskiner
Vakuumgummivulkaniseringsmaskiner fås i flere konfigurationer, der hver er egnet til forskellige produktionsvolumener, produktgeometrier og gummityper. At vælge den rigtige maskintype er lige så vigtig som at specificere de rigtige procesparametre.
| Maskintype | Konfiguration | Bedst egnet til |
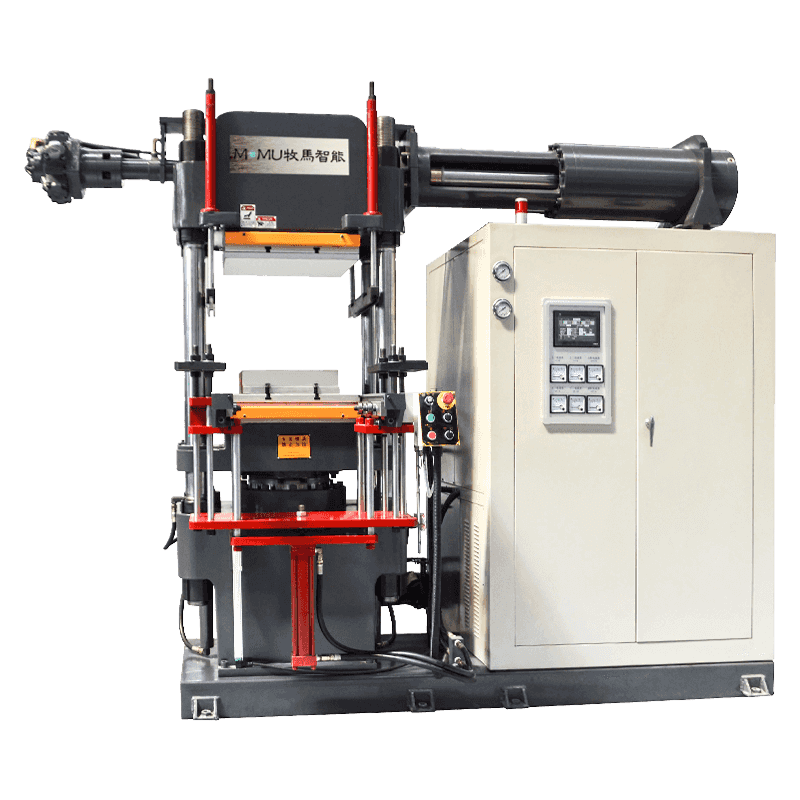
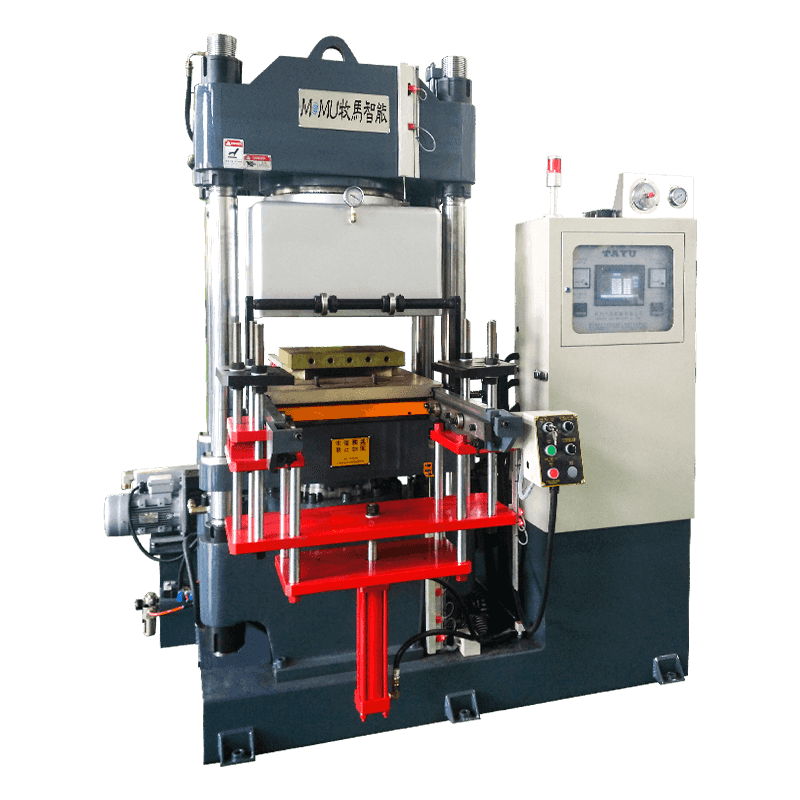
| Single-Daylight Flat Press | Én formåbning mellem to plader | Små til mellemstore flade gummidele, tætninger, pakninger |
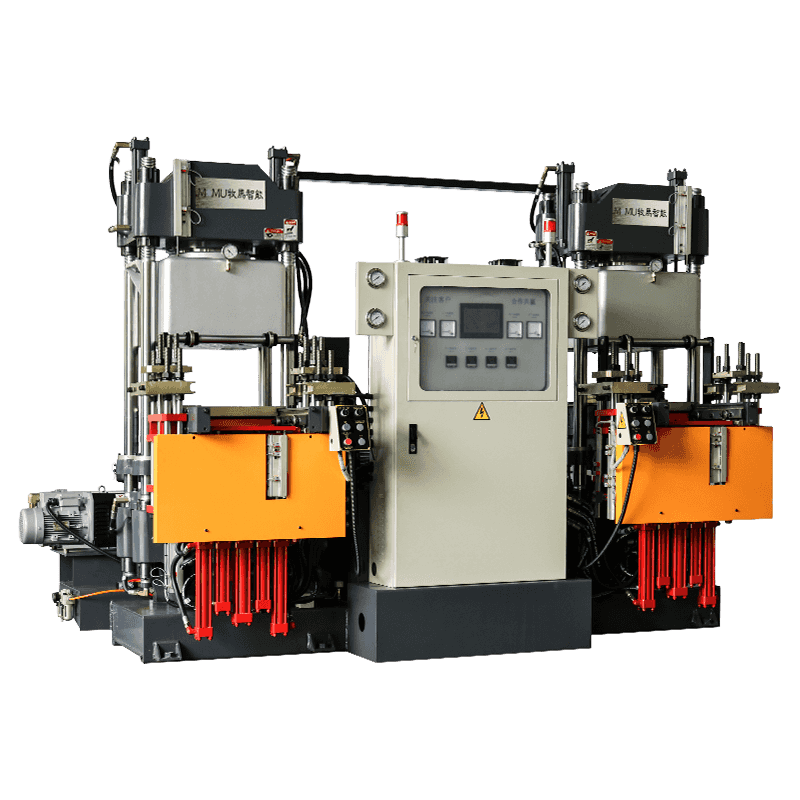
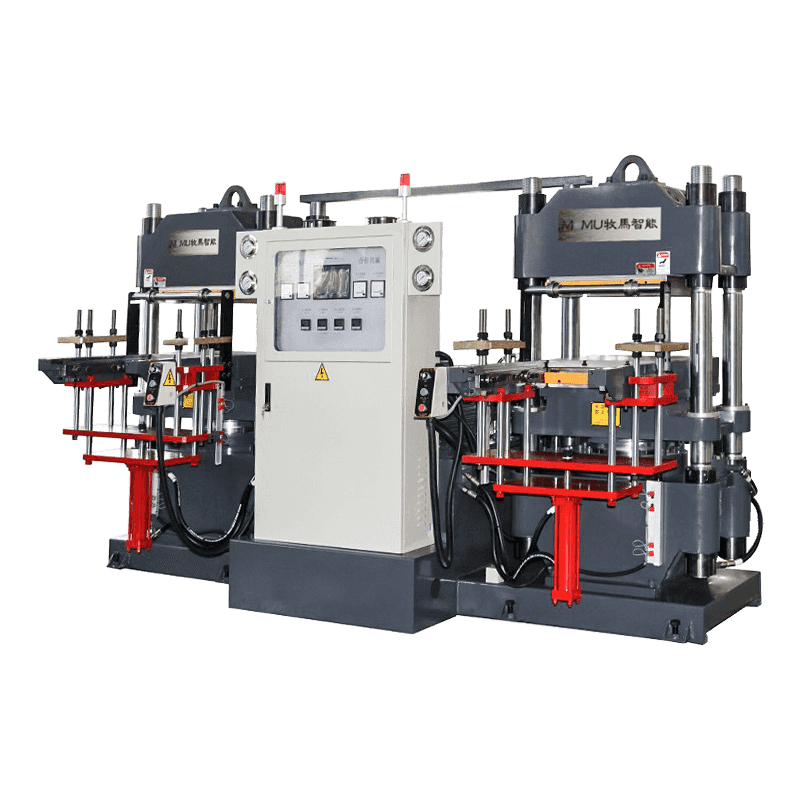
| Multi-Daylight Press | Flere stablede formåbninger på et enkelt tryk | Højvolumen produktion af flade eller tynde gummiplader |
| Dreje- eller karruselpresse | Roterende multistationsplatform med fast varmekilde | Fodtøjssåler, kontinuerlige produktionsmiljøer |
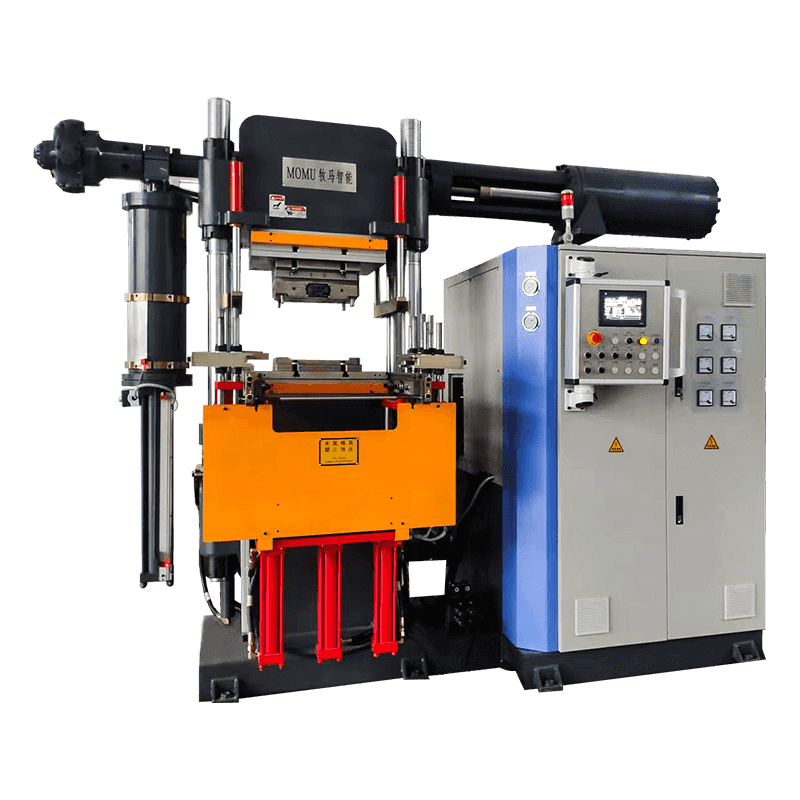
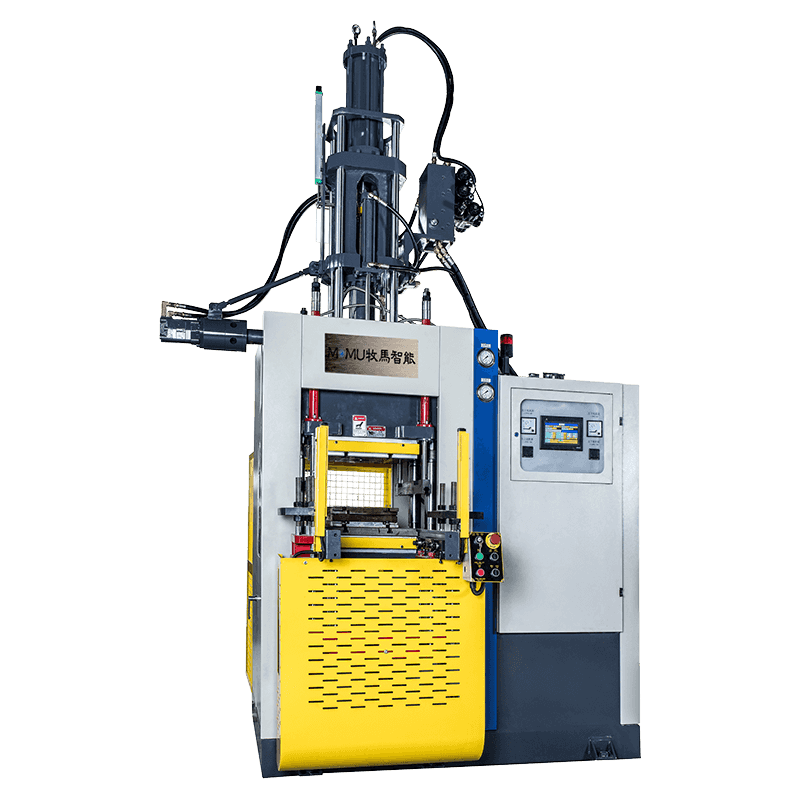
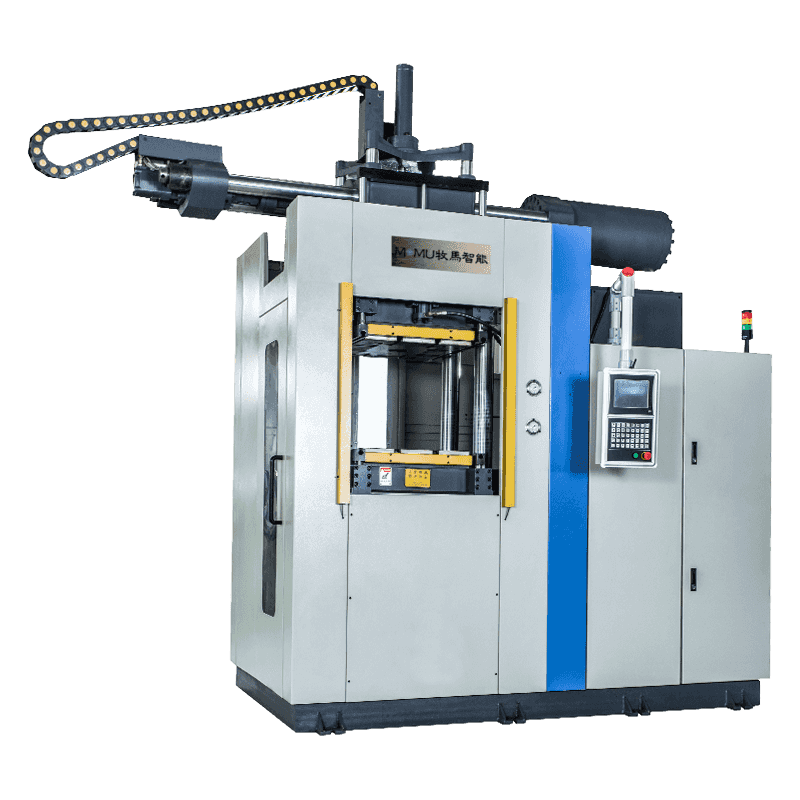
| Vertikal sprøjtepresse | Gummi indsprøjtet under tryk i forseglet form | Komplekse 3D dele, overstøbte komponenter, teknisk gummi |
| Membran vakuumpresse | Fleksibel silikonemembran skaber vakuum og tryk | Gummibundne kompositter, buede eller uregelmæssige underlag |
| Laboratorie / bænkpresse | Kompakt enkelt dagslys enhed med vakuumfunktion | R&D, sammensatte test, små prototypekørsler |
Fordele ved vakuumvulkanisering i forhold til standardpresning
Investeringen i vakuumkapacitet i forhold til en konventionel gummipresse er begrundet i målbare forbedringer på tværs af flere kvalitets- og produktionsmålinger. Disse fordele bliver særligt vigtige, når der fremstilles præcisionsdele med snævre dimensionstolerancer, komplekse geometrier eller ydeevnekritiske mekaniske egenskaber.
- Eliminering af porøsitet og hulrum: Fjernelse af luft før hærdning forhindrer dannelsen af indre bobler og overfladehuller, der reducerer gummideles trækstyrke, forlængelse og tætningsevne. Dette er især vigtigt for O-ringe, membraner og gummiprodukter af medicinsk kvalitet, hvor intern integritet ikke kan forhandles.
- Forbedret overfladefinish: Vakuumforhold gør det muligt for gummiblandingen at flyde mere fuldstændigt ind i fine formdetaljer, hvilket giver skarpere kanter, renere tekst eller logoprægning og en glattere overordnet overflade uden pletter i indelukket luft.
- Mere ensartede mekaniske egenskaber: Ensartet tæthed i hele den hærdede del betyder ensartede hårdhed, trækstyrke og kompressionsindstillingsværdier på tværs af hele batchen - kritisk for dele, der anvendes til tætning, vibrationsisolering eller lastbærende applikationer.
- Reducerede skrot- og omarbejdningsrater: Fejl, der fanges ved inspektion, kræver enten efterbearbejdning eller skrotning af hele delen. Vakuumvulkanisering reducerer i væsentlig grad forekomsten af blærer, porøsitet og kortvarige defekter, hvilket sænker skrotmængden og deres tilhørende materiale- og arbejdsomkostninger.
- Kompatibilitet med fugtfølsomme forbindelser: Nogle specialgummiformuleringer, især silikonegummi og visse EPDM-forbindelser, er særligt tilbøjelige til overfladeblærer forårsaget af resterende fugt. Vakuumbehandling eliminerer pålideligt denne fejltilstand uden at kræve yderligere tørretrin.
- Bedre binding i gummi-til-metal og gummi-til-stof samlinger: Når gummi vulkaniseres direkte på metalindsatser eller stofunderlag, forhindrer indespærret luft ved grænsefladen fuld vedhæftning. Vakuumevakuering før presning sikrer intim kontakt mellem gummiet og underlaget, hvilket giver stærkere og mere pålidelige bindinger.
Industrier og produkter, der er afhængige af vakuumvulkanisering
Vakuumgummivulkaniseringsmaskiner betjener en bred vifte af industrier, hvor gummiproduktkvalitet direkte påvirker sikkerhed, pålidelighed eller overholdelse af lovgivningen. Følgende sektorer repræsenterer de vigtigste anvendelsesområder.
Automotive tætning og pakninger
Bilgummikomponenter, herunder dørtætninger, vindueskanaltætninger, motorpakninger og bremsesystemmembraner, er fremstillet med vakuumvulkanisering for at sikre dimensionskonsistens og fravær af indre hulrum, der kan føre til lækage eller for tidlig fejl. Bilindustriens kvalitetsfilosofi med nuldefekter gør vakuumbehandling effektivt obligatorisk for sikkerhedskritiske tætningskomponenter, der leveres til større OEM'er.
Medicinske og farmaceutiske applikationer
Silikone- og gummikomponenter af medicinsk kvalitet - inklusive sprøjtestempler, ventilmembraner, åndedrætsmasker og slanger - skal opfylde strenge standarder for renhed og strukturel integritet. Vakuumvulkanisering eliminerer forureningsrisici forbundet med indespærret luft, samtidig med at overfladeglatheden og dimensionsnøjagtigheden sikres for biokompatible produkter. Mange standarder for medicinsk udstyr kræver implicit vakuumbehandling som en del af god fremstillingspraksis for støbte gummidele.
Fremstilling af fodtøjssåler
I fodtøjsindustrien bruges vakuumvulkaniseringspresser til at fremstille gummiydersåler med skarp mønsterdefinition, ensartet tæthed og stærk vedhæftning til overmaterialer. Vakuumfunktionen er særlig værdifuld ved støbning af tykprofilede ydersåler, hvor luftindfangning i dybe slidbanehulrum er en vedvarende udfordring ved konventionel presning. Karrusel-type vakuumvulkaniseringspresser bruges i vid udstrækning i store fodtøjsfabrikker i hele Asien til denne applikation.
Luftfarts- og forsvarssegl
Gummitætninger og O-ringe, der bruges i rumfartshydrauliksystemer, brændstofsystemer og miljøkontroller, skal overholde ekstremt snævre tolerancer for hårdhed, kompressionssæt og intern ensartethed. Vakuumvulkanisering er standardpraksis for disse komponenter, fordi konsekvenserne af in-service tætningsfejl er alvorlige. Gummispecifikationer af rumfartskvalitet kræver ofte eksplicit vakuumstøbning som en del af den godkendte fremstillingsproces.
Nøglefaktorer at evaluere, når du vælger en maskine
At vælge den rigtige vakuumgummivulkaniseringsmaskine til en specifik produktionsanvendelse kræver en systematisk vurdering af proceskrav, produktionsmængder og langsigtede driftsovervejelser. At prioritere den laveste købspris uden at vurdere de samlede ejeromkostninger fører ofte til tilbagevendende kvalitetsproblemer og højere livscyklusomkostninger.
- Pladestørrelse og dagslysåbning: Arbejdspladens dimensioner skal rumme den største form, du har til hensigt at køre, med tilstrækkelig margin. Dagslysåbningen - det maksimale mellemrum mellem åbne plader - skal være tilstrækkelig til formhøjden plus frigang til udtagning af dele.
- Maksimal spændekraft: Beregn den spændekraft, der kræves ved at gange det projicerede areal af din formhulrum med det nødvendige støbetryk (typisk 5 til 20 MPa afhængig af gummiblanding og delens geometri). Maskinens nominelle tonnage skal komfortabelt overstige dette tal.
- Opnåeligt vakuumniveau og pumpekapacitet: Bekræft, at maskinen kan nå -0,095 MPa eller bedre, og at vakuumpumpens kapacitet er tilpasset formhulrummets volumen, så det ønskede vakuumniveau opnås inden for en acceptabel opholdstid.
- Temperaturområde og ensartethedsspecifikation: Bekræft, at den maksimale driftstemperatur dækker din gummiblandings hærdningstemperatur, og anmod om dokumenterede pladetemperaturens ensartethedsdata - ideelt set ±2°C eller bedre over hele pladeoverfladen.
- Kontrolsystem og datalogning: For kvalitetskritisk produktion skal du prioritere maskiner med fuld procesdatalogning, receptstyring og registrering af alarmhistorik. Disse funktioner understøtter ISO- og branchespecifikke kvalitetssystemkrav og forenkler rodårsagsanalysen, når der opstår defekter.
- Eftersalgssupport og tilgængelighed af reservedele: Vakuumsystemer, hydrauliske komponenter og varmeelementer kræver alle periodisk vedligeholdelse og eventuel udskiftning. Bekræft, at producenten eller deres lokale agent kan levere kritiske reservedele omgående, og gennemgå garantibetingelserne og tilgængeligheden af serviceteknikere på stedet, før du forpligter dig til en leverandør.
Vedligeholdelsespraksis, der beskytter maskinens ydeevne
En vakuumgummivulkaniseringsmaskine, der er velholdt, leverer ensartet kvalitet og forlænget levetid. Forsømmelse af rutinevedligeholdelse på især vakuum- og hydrauliske systemer fører til gradvis forringelse af ydeevnen, der ofte fejldiagnosticeres som et proces- eller materialeproblem snarere end et maskinproblem.
- Tjek og udskift vakuumpumpeolie med de producentspecifikke intervaller - typisk hver 500. til 1.000 driftstimer - da olieforurening reducerer pumpens effektivitet og det opnåelige vakuumniveau markant.
- Inspicer formtætningspakninger og O-ringe før hver produktionskørsel, og udskift straks, når der registreres slid, kompression eller beskadigelse, da selv mindre tætningslækage forhindrer det ønskede vakuumniveau i at nås.
- Bekræft pladetemperaturens ensartethed med jævne mellemrum ved hjælp af en kalibreret flerpunktstermoelementmåling, og genkalibrer PID-temperaturregulatorerne, hvis afvigelser overstiger specifikationerne.
- Overvåg hydraulikolietilstand og filterstatus, udskift filtre og væske i henhold til vedligeholdelsesplanen for at forhindre ventilslitage og cylinderlækage, der kan forårsage uoverensstemmelse i klemkraften.
- Hold pladens overflader rene og fri for gummiopbygning, da ophobet rester skaber ujævn kontakt med forme og forårsager lokale tryk- og temperaturvariationer, der forringer delens kvalitet.