Hvorfor vakuum ændrer alt i gummivulkanisering
Gummivulkanisering - processen med at tværbinde polymerkæder ved hjælp af varme og tryk til at omdanne rågummi til et holdbart, elastisk materiale - er blevet praktiseret industrielt i over 180 år. Alligevel repræsenterer indførelsen af vakuumteknologi i vulkaniseringsprocessen en af de væsentligste forbedringer i moderne gummifremstilling. A vakuum gummi vulkanisering maskine evakuerer luft og indespærrede gasser fra gummiblandingen og formhulrummet før og under hærdning, hvilket eliminerer porøsitet, hulrum og overfladefejl, som vulkanisering ved atmosfærisk tryk uundgåeligt frembringer i præcisionskomponenter.
Resultatet er et målbart overlegent produkt: tættere tværbindingsnetværk, forbedrede mekaniske egenskaber, bedre dimensionsnøjagtighed og fejlfrie overflader - alt sammen kritisk i applikationer, hvor fejl i gummikomponenter har sikkerhedsmæssige eller regulatoriske konsekvenser. Efterhånden som efterspørgslen efter præcisionsgummidele vokser på tværs af bil-, rumfarts-, medicinal- og elektroniksektorerne, er vakuumvulkaniseringsmaskiner flyttet fra specialudstyr til almindeligt industrielt værktøj.
Vulkaniseringsprocessen: Konventionel vs. vakuum
For at forstå værdien af vakuumvulkanisering er det nyttigt at undersøge præcis, hvor konventionelle metoder kommer til kort.
Konventionel kompressions- eller transferstøbning
Ved standardkompression eller transfervulkanisering anbringes en gummiblanding i en opvarmet form, og der påføres tryk for at tvinge materialet ind i formhulrummet. Luft, der er fanget inde i forbindelsen eller ved grænsefladen mellem forbindelse og form, har ingen flugtvej. Når temperaturen stiger og tværbinding begynder, danner denne indespærrede luft mikrohulrum - porer, blærer og overfladegruber - som reducerer delens tæthed, trækstyrke og udmattelseslevetid. For ikke-kritiske forbrugerprodukter er denne nedbrydning acceptabel. For tætninger, membraner, komponenter til medicinsk udstyr og rumfartspakninger er det ikke.
Vakuum-assisteret vulkanisering
En vakuumgummivulkaniseringsmaskine anvender et kontrolleret vakuum - typisk i området –0,08 til –0,098 MPa (ca. –80 til –98 kPa gauge) — til støbeformens hulrum før sammensatte injektion eller kompression og opretholder dette vakuum gennem de indledende stadier af hærdningen. Denne evakuering fjerner opløste gasser fra gummimatrixen, eliminerer luftlommer på grænsefladen og sænker kogepunktet for fugt i forbindelsen, og trækker den ud, før der påføres varme. Hærdningscyklussen fortsætter derefter under både vakuum og påført tryk, hvilket giver en fuldt konsolideret, hulrumsfri del.
Vigtigste tekniske fordele ved vakuumvulkanisering
Ydeevnefordelene ved vakuumvulkanisering er kvantificerbare på tværs af flere kvalitets- og procesmålinger:
- Eliminering af porøsitet og hulrum — Vakuumevakuering fjerner indespærret luft, før gelering låser den på plads. Dele opnår relative tætheder, der nærmer sig det teoretiske maksimum for forbindelsen, hvilket direkte oversættes til forbedret trækstyrke, brudforlængelse og udmattelsesbestandighed.
- Overlegen overfladekvalitet — Uden luft fanget ved grænsefladen mellem form og gummi er de færdige overflader glatte, kosmetisk rene og fri for gruber. Dette er især kritisk for silikonelinser af optisk kvalitet, medicinske slanger og forbrugervendte gummivarer, hvor æstetik påvirker den oplevede kvalitet.
- Bedre dimensionsnøjagtighed — Tomrumsfri konsolidering producerer dele, der passer præcist til formgeometrien. Krympning er mere forudsigelig og ensartet, hvilket reducerer dimensionsvariation efter hærdning - en vigtig fordel for O-ringe, tætninger og støbte dele med tæt tolerance.
- Forbedret sammensat flow i komplekse geometrier — Vakuumtræk hjælper sammensætningen med at bevæge sig ind i dybe underskæringer, tynde sektioner og indviklede formfunktioner, som ved atmosfærisk trykindsprøjtning kæmper for at fylde helt.
- Reducerede skrot- og omarbejdningsrater — Ved at eliminere den primære årsag til visuelle og strukturelle defekter i støbt gummi, sænker vakuumvulkanisering markant afvisningsraten på præcisionskomponenter, hvilket forbedrer den samlede udstyrseffektivitet (OEE) til gummistøbningsoperationer.
- Kompatibilitet med fugtfølsomme forbindelser — Silikonegummi, EPDM og visse specialelastomerer er særligt følsomme over for resterende fugt under hærdning. Vakuumafgasning før opvarmning fjerner effektivt denne fugt og forhindrer dampdrevet porøsitet i den hærdede del.
Typer af vakuumgummivulkaniseringsmaskiner
Vakuumvulkaniseringsudstyr er tilgængeligt i flere konfigurationer, hver egnet til forskellige produktionsskalaer, gummityper og delegeometrier.
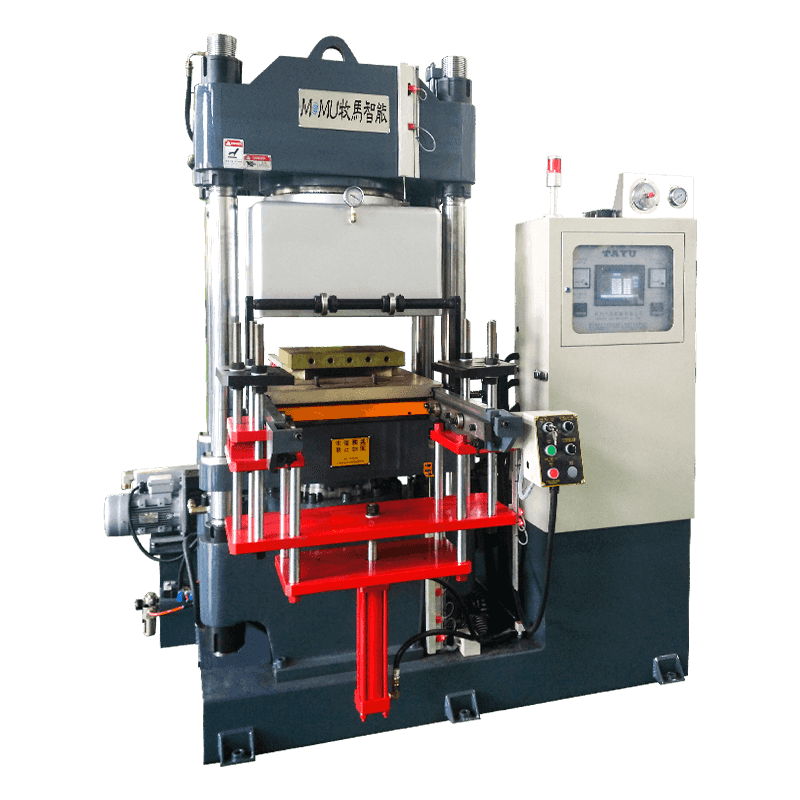
Vakuumtrykstøbningspresse
Den mest udbredte konfiguration i batch gummistøbning. En hydraulisk presse med opvarmede plader komprimerer formen; et vakuumkredsløb - integreret i formen eller påført via et perifert vakuumkammer - evakuerer hulrummet før og under lukning. Velegnet til flade puder, plader, pakninger og relativt simple formstøbte profiler. Pladetemperaturer varierer typisk fra 150°C til 200°C , med hydrauliske tryk fra 10 til 200 tons afhængig af delstørrelse og sammensatte viskositet.
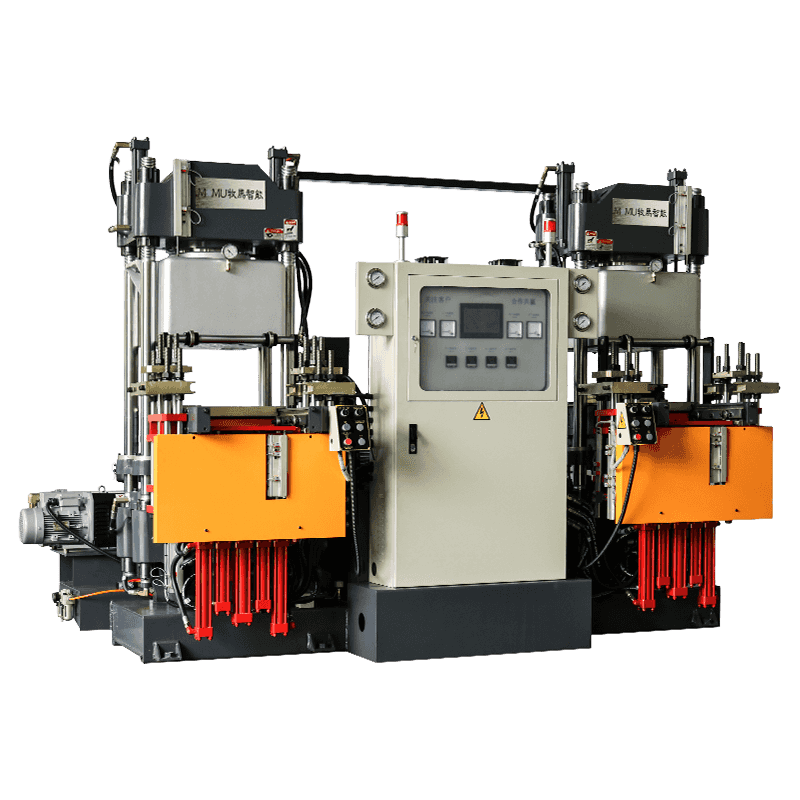
Vakuum sprøjtestøbemaskine
Kombinerer vakuum hulrum evakuering med injektion af præ-plastificeret gummiblanding under tryk. Formen forsegles og evakueres, før injektionen begynder, hvorefter forbindelsen sprøjtes ind i det evakuerede hulrum. Denne konfiguration giver den bedste dimensionelle konsistens for komplekse tredimensionelle dele, der produceres i store mængder - biltætninger, forbindelseshylstre og komponenter til medicinsk udstyr er typiske applikationer. Cyklustider er kortere end kompressionsstøbning på grund af præcis sammensætningsmåling og hurtigere fyldning.
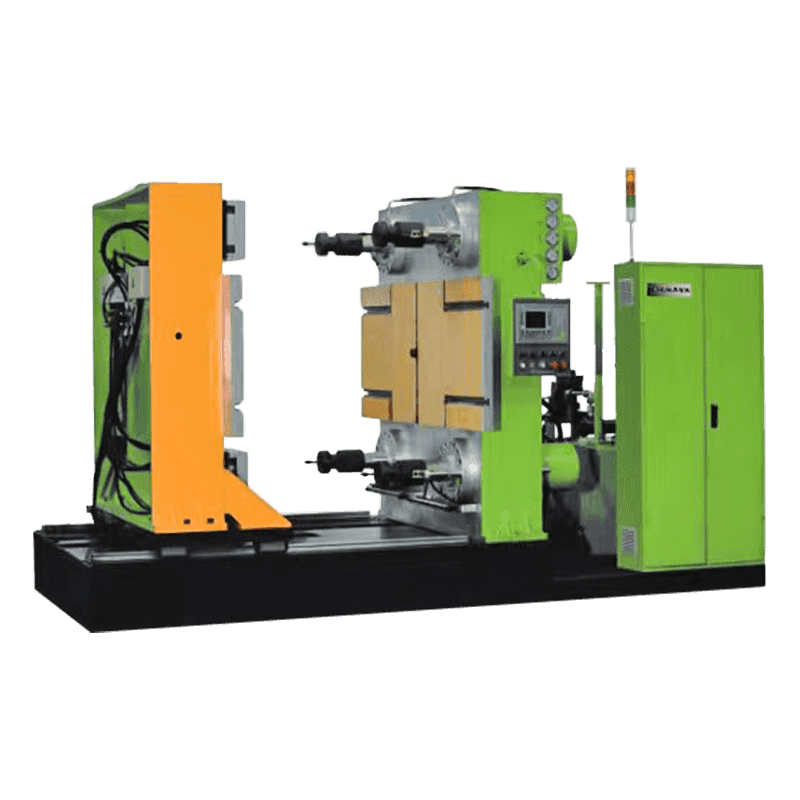
Vakuum autoklave vulkanisator
Anvendes til store, uregelmæssigt formede gummidele - slanger, ekspansionsfuger, gummibeklædte rør og kompositkonstruktioner - som ikke kan rummes af en konventionel presseform. Delen anbringes i en vakuumpose eller forseglet kammer, evakueres og udsættes derefter for forhøjet temperatur og tryk (damp eller varm luft) i autoklavebeholderen. Almindelig i rumfartsgummilimning og store industrielle gummibeklædningsapplikationer. Cyklustider er længere, men processen rummer delegeometrier, som ingen anden metode kan håndtere.
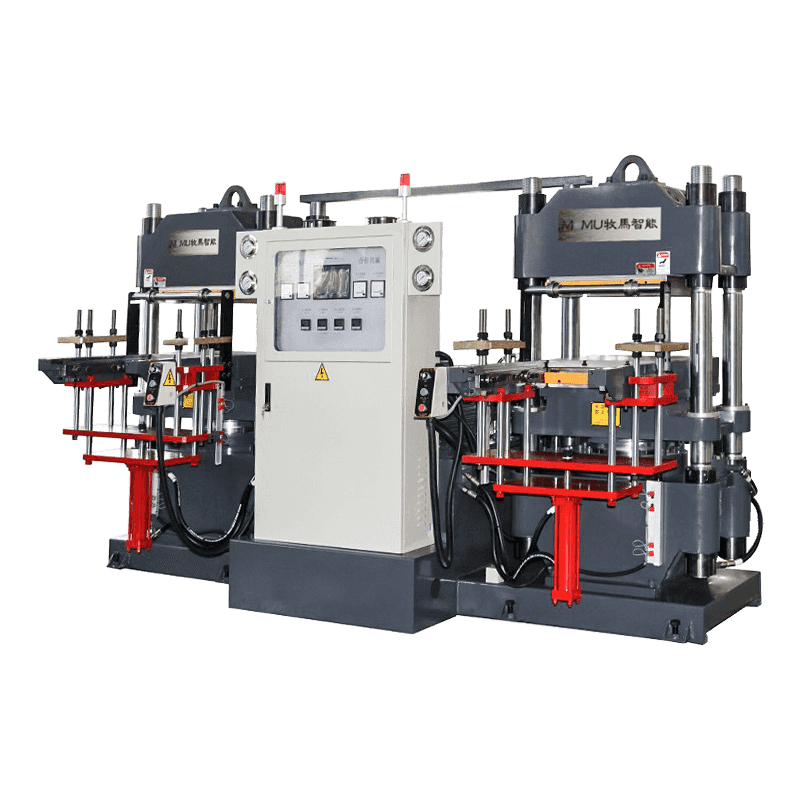
Vakuumpladevulkaniseringspresse (transportbåndstype)
Specielt designet til vulkanisering af gummitransportbånd, gulvplader og brede flade produkter. Flere opvarmede plader presser et kontinuerligt tilført bånd eller ark, mens vakuum påføres pressezonen. Almindelig inden for fremstilling af transportbånd og produktion af gummigulve, hvor bredden kan overstige 2.000 mm, og der kræves kontinuerlig gennemstrømning.
Kernesystemkomponenter
En vakuumgummivulkaniseringsmaskine integrerer flere delsystemer, der skal arbejde i koordination for at opnå ensartet hærdningskvalitet.
| Subsystem | Funktion | Nøglespecifikation |
|---|---|---|
| Vakuumpumpesystem | Evakuerer formhulrummet til måltryk | Mål: ≤–0,095 MPa; rotorvinge eller væskeringpumpe |
| Varmeplader / Kammer | Tilfør og hold hærdetemperaturen ensartet | ±1–2°C ensartethed; elektrisk eller dampopvarmet |
| Hydraulisk spændesystem | Påfører og holder formens lukketryk | Tonnage afstemt efter delareal og sammensætningsviskositet |
| Vakuumforseglingssystem | Bevarer vakuumintegriteten under hærdningscyklussen | O-ring eller labyrinttætninger ved formskillelinje |
| PLC styresystem | Sekvenser vakuum-, temperatur- og trykhændelser | Programmerbare hærdningsprofiler; mulighed for datalogning |
| Form temperaturregulator | Hurtig opvarmning og præcis temperaturregulering | PID-styret; responstid <30 sekunder |
Industrielle applikationer
Vakuumgummivulkaniseringsmaskiner anvendes overalt, hvor konventionel vulkanisering giver uacceptable defektrater, eller hvor materialeegenskaber skal opfylde strenge ydeevnestandarder.
Automotive tætningssystemer
Motorrumstætninger, dør- og vinduespakninger, brændstofsystems O-ringe og bremsesystemmembraner er blandt de mest anvendte applikationer. Et enkelt passagerkøretøj indeholder over 400 individuelle gummitætningskomponenter , hvoraf mange skal opfylde nul-lækage standarder over 150.000 km levetid. Vakuumstøbning sikrer den hulrumsfrie tværsnitsintegritet, der gør dette muligt.

Medicinsk og farmaceutisk udstyr
Silikonegummikomponenter til medicinsk udstyr - slanger, propper, membraner, peristaltiske pumpeelementer og implanterbare dele - kræver absolut frihed for porøsitet og forurening. Vakuumvulkanisering er den accepterede standardproces for silikonestøbning af medicinsk kvalitet, og lovmæssige indsendelser for klasse II og III medicinsk udstyr refererer typisk til vakuumbehandling som en del af den validerede fremstillingsprotokol.
Luftfart og forsvar
Flydørtætninger, kabinetrykpakninger, brændstofsystemelastomerer og vibrationsisoleringsbeslag skal opfylde AS9100 og MIL-specifikke krav, der eksplicit adresserer porøsitet og dimensionstolerance. Vakuumautoklavevulkanisering er standardmetoden for luft- og rumfartskvalitet gummibundne samlinger og elastomere komponenter i stort format.
Elektronik og halvledere
Silikonetastaturer, ledende elastomerkontakter, EMI-afskærmningspakninger og silikonelinser af optisk kvalitet til LED-applikationer har alle fordel af vakuumstøbning. Porøsitet i disse komponenter forårsager elektrisk modstandsvariation, optisk spredning og for tidlig mekanisk fejl - defekter, som vakuumvulkanisering eliminerer på procesniveau i stedet for at stole på downstream-inspektion og sortering.
Industrielle slanger og transportsystemer
Højtrykshydraulikslanger, kemikalieoverførselsledninger og transportbånd, der arbejder i slibende eller kemisk aggressive miljøer, kræver tætte, hulrumsfri gummikonstruktioner for at opnå nominelt sprængtryk og levetid. Vakuumautoklave eller vakuumpladepressevulkanisering giver den konsolideringskvalitet, som disse applikationer kræver.
Procesparametre og hærdningscyklusdesign
Helbredelsescyklussen for vakuumvulkanisering involverer en præcis sekvens af hændelser. Afvigelser fra den optimerede sekvens - især vakuumtimingen i forhold til temperaturrampe - påvirker direkte delens kvalitet.
- Formpåfyldning og indledende lukning — Sammensætningen fyldes, og formen lukkes til en "revnet" position (delvist lukket) for at tillade vakuumtrækning uden fuld kompression.
- Vakuumpåføring — Vakuumpumpen evakuerer formhulrummet til måltryk (typisk ≤–0,09 MPa). Dette trin varer typisk 30 til 120 sekunder afhængigt af hulrumsvolumen og indhold af sammensat gas. Vakuum skal opnås, før væsentlig varmeoverførsel til forbindelsen begynder — for tidlig opvarmning initierer tværbinding, før afgasningen er afsluttet.
- Fuld formlukning under vakuum — Når målvakuum er bekræftet, påføres fuldt hydraulisk spændetryk. Sammensætningen strømmer ind i det evakuerede hulrum under kombineret vakuumtræk og mekanisk tryk.
- Isoterm kur — Formtemperaturen holdes ved den specificerede hærdetemperatur (typisk 150-180°C for NR/SBR-forbindelser; 170-200°C for silikone) i den beregnede t90-hærdetid - tiden til at opnå 90 % af den maksimale tværbindingstæthed som bestemt ved rheometeranalyse.
- Trykudløsning og udtagning af formen — Efter endt hærdning udløses spændetrykket, vakuum udluftes, og formen åbnes for fjernelse af dele. Sekundær vulkanisering efter hærdning i en ovn kan være specificeret for visse silikone- og fluorelastomerforbindelser for at fuldføre tværbinding og fjerne hærdningsbiprodukter.
Kriterier for valg af udstyr
At vælge det rigtige vakuum vulkanisering maskine for en given applikation kræver evaluering af flere indbyrdes afhængige faktorer. Oversimplificering af denne beslutning fører til enten underspecificeret udstyr, der ikke kan opnå den nødvendige kvalitet, eller overkonstruerede maskiner, hvis muligheder aldrig bliver udnyttet.
- Delstørrelse og geometri — Flade eller enkle profiler passer til kompressionspressekonfigurationer; komplekse tredimensionelle dele kræver sprøjtestøbningsevne; store eller uregelmæssige former kræver autoklavebehandling.
- Gummiblandingstype — Silikone, EPDM, NBR, fluorelastomer og naturgummi har hver især særskilte hærdningstemperaturer, tryk og vakuumfølsomhedskrav, som påvirker maskinspecifikationerne.
- Produktionsvolumen — Højvolumenproduktion retfærdiggør investering i multi-kavitet injektionspresser med automatiseret afformning; lavvolumen- eller prototypearbejde er bedre tjent med mindre, fleksible kompressionsenheder.
- Støvsug dybde og holdetid — Anvendelser med højviskose forbindelser eller formuleringer med højt gasindhold kræver dybere vakuum (tættere på -0,098 MPa) og længere evakueringsholdetider før hærdningsinitiering.
- Ensartet temperaturspecifikation — Medicinske dele og rumfartsdele med snæver tolerance kræver ensartethed af pladetemperaturen på ±1°C eller bedre; generelle industrielle applikationer kan acceptere ±3–5°C.
- Krav til automatisering og datalogning — Regulerede industrier (medicinsk, rumfart, fødevarekontakt) kræver fuld procesparameterlogning, sporbarhed efter batch og PLC-kontrollerede hærdningsprofiler, som ikke kan tilsidesættes manuelt under produktionen.
En omfattende procesaudit – gennemgang af sammensætningsformulering, deldesign, kvalitetskrav og produktionsvolumen – udført før indkøb af udstyr undgår dyre specifikationsfejl og sikrer, at den valgte maskine leverer det nødvendige output fra idriftsættelse og fremefter.