Hvad er en vakuumgummivulkaniseringsmaskine, og hvordan fungerer den?
A vakuum gummi vulkanisering maskine er et specialiseret stykke industrielt udstyr, der bruger kontrolleret varme, tryk og et vakuummiljø til kemisk at hærde rå eller sammensat gummi til sin endelige, holdbare form. Vulkaniseringen i sig selv er den proces, hvorved polymerkæder i gummi tværbindes - typisk gennem svovlbaserede eller peroxidbaserede hærdningssystemer - og transformerer blødt, klæbrigt og dimensionelt ustabilt rågummi til et materiale med høj elasticitet, trækstyrke, slidstyrke og termisk stabilitet. Tilføjelsen af vakuum til vulkaniseringsprocessen er det, der adskiller denne klasse af maskiner fra konventionelt presse- eller autoklavehærdningsudstyr.
I en standard vulkaniseringspresse kan luft blive fanget mellem gummiblandingen og formoverfladen under lukkefasen, hvilket fører til hulrum, overfladeblærer, ufuldstændig udfyldning af fine detaljeområder og inkonsekvent tæthed i hele delen. En vakuumgummivulkaniseringsmaskine evakuerer denne luft før og under støbecyklussen ved at trække et vakuum inde i et forseglet kammer, der omgiver støbeformen. Når atmosfærisk tryk fjernes, flyder gummiet ensartet ind i hver kontur af formen, gasser opløst i blandingen udvindes, og den resulterende hærdede del opnår en tættere, mere ensartet mikrostruktur med en overlegen overfladefinish sammenlignet med ikke-vakuumhærdning.
Driftscyklussen for en vakuumvulkaniseringsmaskine følger generelt en fast sekvens: gummiladningen fyldes i formen, formen lukkes og forsegles i vakuumkammeret, vakuumpumpen evakuerer kammeret til et mål negativt tryk - typisk mellem -0,08 MPa og -0,1 MPa - og derefter påføres varme og hydraulisk eller pneumatisk tryk samtidigt for at hærde det delvise. Cyklustider varierer fra et par minutter til over en time afhængigt af gummiblandingen, delvægtykkelsen og hærdningstemperaturen, som typisk varierer fra 140°C til 200°C for de fleste industrielle elastomerer.

Kernekomponenter og deres funktioner
Forståelse af den mekaniske arkitektur af en vakuumgummivulkaniseringsmaskine hjælper ingeniører og indkøbsteams med at evaluere udstyrskvalitet, fejlfinde ydeevneproblemer og specificere maskiner korrekt til deres produktionskrav. De vigtigste funktionelle undersystemer er tæt integrerede og spiller hver en direkte rolle i produktkvaliteten.
Varmeplader og temperaturkontrolsystem
Varmepladerne er de primære varmeoverførselsflader, der omgiver formen og leder termisk energi ind i gummiblandingen under hærdning. I de fleste vakuumvulkaniseringsmaskiner opvarmes plader af elektriske modstandselementer indlejret i bearbejdede stål- eller støbejernsplader, selvom dampopvarmede plader også bruges i højvolumenproduktionsmiljøer, hvor en centraliseret dampforsyning er tilgængelig. Præcis, ensartet temperaturfordeling over pladeoverfladen er kritisk - temperaturvariationer på mere end ±3°C mellem zoner kan resultere i ujævne hærdningstilstande i delen, hvilket producerer områder med underhærdning (blødt, svagt) sammen med områder med overhærdning (skørt, nedbrudt). Moderne maskiner bruger PID (proportional-integral-derivative) temperaturregulatorer med flere uafhængige varmezoner og termoelementfeedback for at opretholde stram termisk ensartethed gennem hele cyklussen.
Vakuumsystem og tætningskammer
Vakuumsystemet består af en vakuumpumpe - typisk en roterende vinge eller tørskrue type - forbundet til et forseglet kammer, der omslutter formområdet. Forseglingsintegriteten af dette kammer er en af maskinens mest kritiske kvalitetsparametre: Enhver lækage i kammerets pakninger, dørtætninger eller pladegrænseflader vil begrænse det opnåelige vakuumniveau og tillade luftindtrængning under hærdningscyklussen. Maskiner af høj kvalitet bruger forstærkede silikone- eller fluorelastomertætninger, der er klassificeret til kontinuerlig drift ved hærdningstemperaturer. Vakuumniveauet overvåges af en vakuummåler og styres af et automatiseret ventilsystem, der opretholder måltrykket fra den første evakuering gennem hele hærdningstiden.
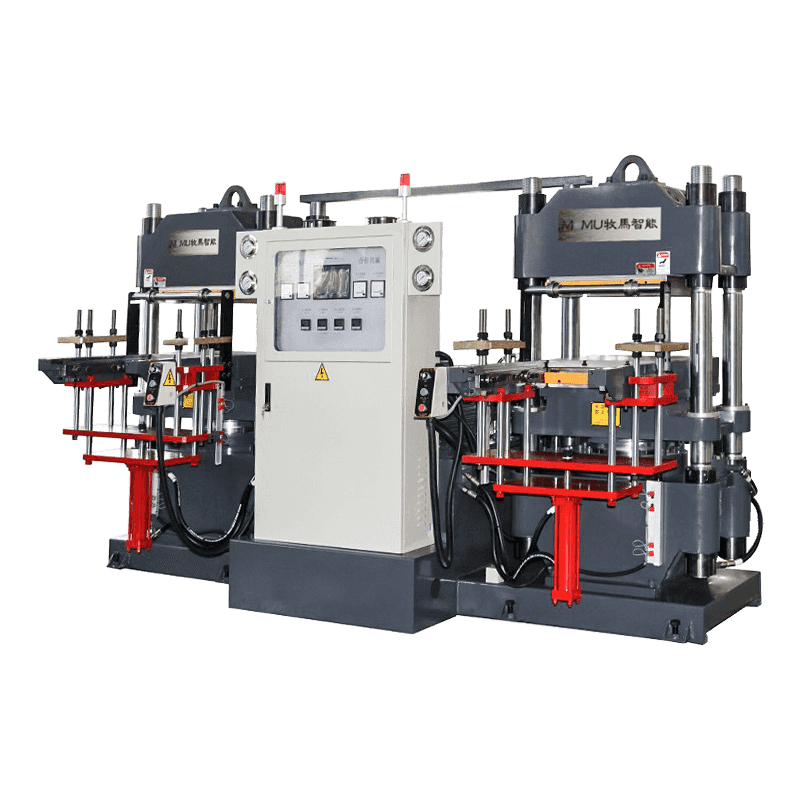
Hydraulisk eller pneumatisk pressesystem
Klemkraft påføres formen gennem en hydraulisk cylinder eller pneumatisk aktuator, der driver den øvre plade nedad mod den nederste plade. Klemtrykket skal være tilstrækkeligt til at holde formhalvdelene lukket mod det indre tryk, der genereres af gummiblandingen, når den opvarmes, blødgøres og flyder under hærdningen. Utilstrækkeligt spændetryk forårsager flash - tynde finner af hærdet gummi, der presses ud mellem formskillelinjer - mens for stort tryk kan beskadige fine formdetaljer eller forvrænge tyndvæggede formhulrum. Hydrauliske systemer tilbyder mere præcis og justerbar trykstyring og foretrækkes til produktionsmaskiner. Klemmekræfter spænder typisk fra nogle få tons på små laboratoriemaskiner til flere hundrede tons på store industripresser, der bruges til automotive og industrielle tætningskomponenter.
Fordele ved vakuumhærdning i forhold til konventionel vulkanisering
Beslutningen om at investere i vakuumvulkaniseringsteknologi frem for en konventionel presse er drevet af de målbare kvalitetsforbedringer og proceseffektiviteter, den leverer på tværs af en bred vifte af gummiprodukter. Følgende fordele rapporteres konsekvent af producenter, der er gået fra standardpresning til vakuumhærdning:
- Eliminering af ugyldige defekter: Indespærret luft og flygtige gasser fjernes før hærdning begynder, hvilket eliminerer porøsitet og blæredefekter, der er almindelige i konventionelt pressede gummidele, især i tykke tværsnit og lukkede hulrumsgeometrier.
- Overlegen overfladefinish: Uden luftbarriere mellem sammensætningen og formoverfladen replikerer gummiet fin formtekstur og detaljer med meget større pålidelighed og producerer dele med glattere, mere ensartede overflader, der kræver mindre efterbehandling.
- Forbedrede mekaniske egenskaber: Dele hærdet under vakuum udviser højere trækstyrke, bedre brudforlængelse og mere ensartet hårdhed, fordi polymernetværket dannes uden interne diskontinuiteter forårsaget af indesluttet gas.
- Bedre sammensat flow og skimmelfyldning: Vakuum-assisteret flow gør det muligt for gummiblandinger at fylde komplekse formgeometrier fuldstændigt - inklusive underskæringer, tynde ribber og passager med lille diameter - som ville fange luft og resultere i korte skud under ikke-vakuumforhold.
- Lavere skrot- og afvisningsprocenter: Kombinationen af defekteliminering og ensartet proceskontrol reducerer direkte procentdelen af dele, der afvises under kvalitetsinspektion, hvilket forbedrer udbyttet og reducerer materialespild.
- Kompatibilitet med følsomme forbindelser: Visse specialgummiblandinger - herunder silikone, fluorelastomer (FKM) og EPDM-formuleringer - indeholder blødgøringsmidler med lavt kogepunkt eller proceshjælpemidler, der kan fordampe og forårsage defekter under atmosfæriske hærdningsforhold. Vakuumhærdning håndterer disse flygtige stoffer effektivt.
Industrier og applikationer, der er afhængige af vakuumvulkanisering
Vakuumgummivulkaniseringsmaskiner bruges på tværs af en bred vifte af industrier, hvor dimensionspræcision, overfladekvalitet og intern integritet af gummikomponenter ikke er til forhandling. Følgende sektorer repræsenterer de primære anvendelsesområder:
- Automotive tætningssystemer: Dørtætninger, vindueskanaltætninger, motorpakninger, O-ringe og vibrationsdæmpende monteringer kræver fejlfri hærdet gummi med snævre dimensionstolerancer. Vakuumhærdning er standardpraksis for premium automotive tætningsapplikationer.
- Luftfart og forsvar: Luftfartøjers brændstofsystemtætninger, hydrauliske O-ringe og vibrationsisolatorer fremstillet af fluorelastomer eller silikone vakuumhærdes rutinemæssigt for at opfylde strenge luftfartskvalitetsstandarder, der forbyder interne hulrum i strukturelle elastomere komponenter.
- Medicinsk og farmaceutisk udstyr: Silikonemembraner, membraner, slangekomponenter og tætninger, der anvendes i medicinsk udstyr og farmaceutisk behandlingsudstyr, skal være fri for indre porøsitet, der kan rumme forurenende stoffer eller kompromittere mekanisk ydeevne ved kritisk service.
- Elektronik og elektrisk isolering: Gummitastaturer, konnektortætninger, kabelisoleringskomponenter og silikoneindkapslingsdele til elektronik kræver de ensartede dielektriske egenskaber og overfladekvalitet, som vakuumhærdning giver.
- Fodtøjsproduktion: Vakuumvulkaniseringsmaskiner er meget udbredt i skosålerproduktion - især til EVA- og gummiydersål - hvor luftlommer ville skabe svage punkter i sålstrukturen og påvirke bindingen mellem lagene.
- Industrielle ruller og foringer: Gummibelagte ruller til trykning, tekstilbehandling og papirfremstilling er vakuumhærdet for at sikre fuldstændig vedhæftning af gummiet til metalkernen og ensartet hårdhed på tværs af rullefladen.
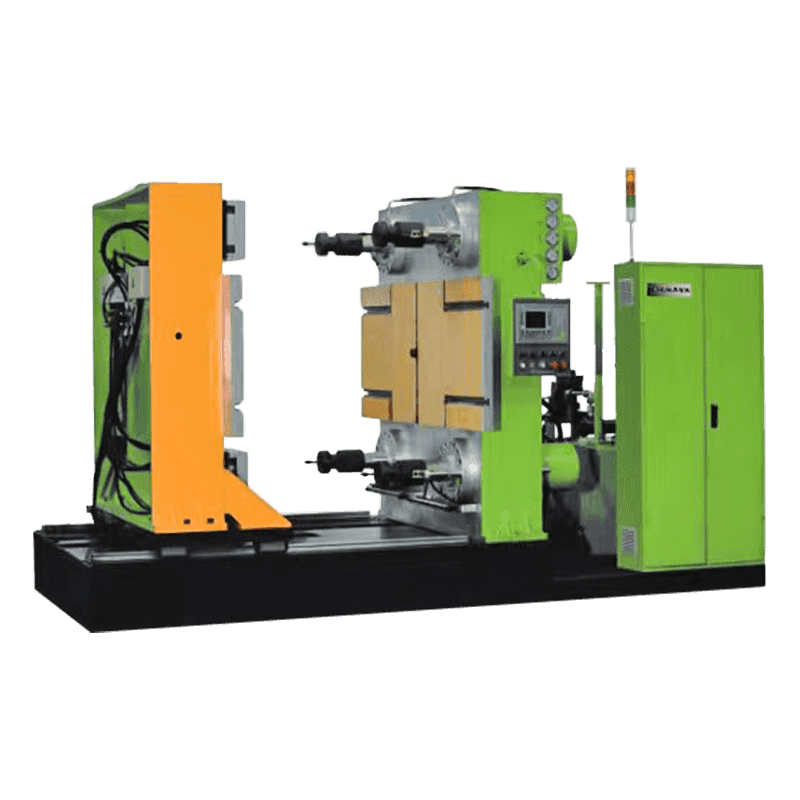
Vakuumvulkaniseringsmaskinetyper og -konfigurationer
Vakuumgummivulkaniseringsmaskiner fås i flere konfigurationer, der passer til forskellige produktionsskalaer, delstørrelser og proceskrav. Valg af den korrekte konfiguration er et vigtigt trin i udstyrsspecifikation.
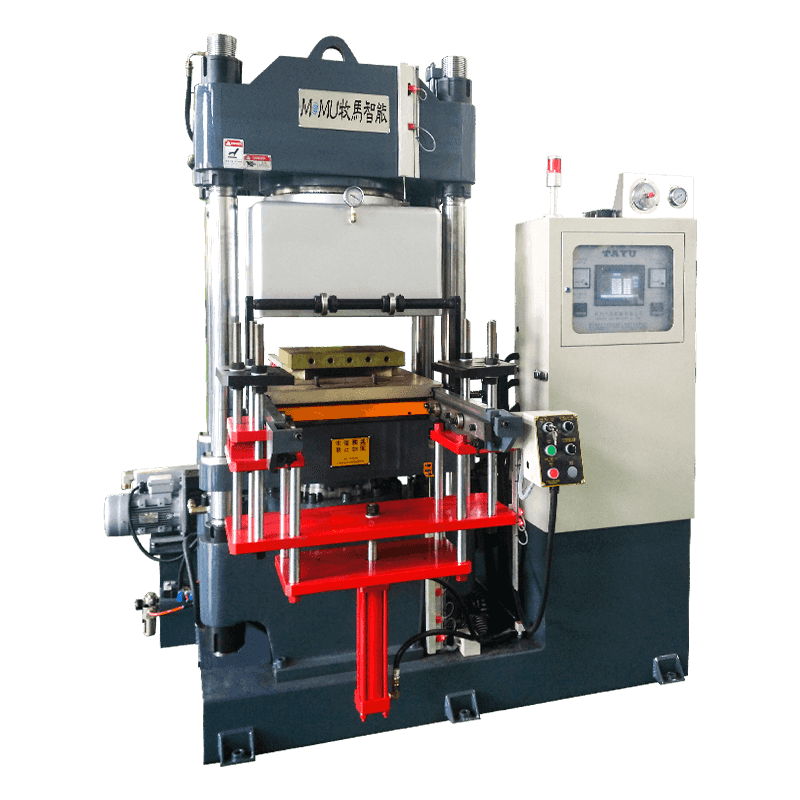
| Maskintype | Konfiguration | Bedst egnet til |
| Single-Daylight Vakuum Press | En formåbning mellem to opvarmede plader | Små til mellemstore dele, laboratorie- og prototypearbejde |
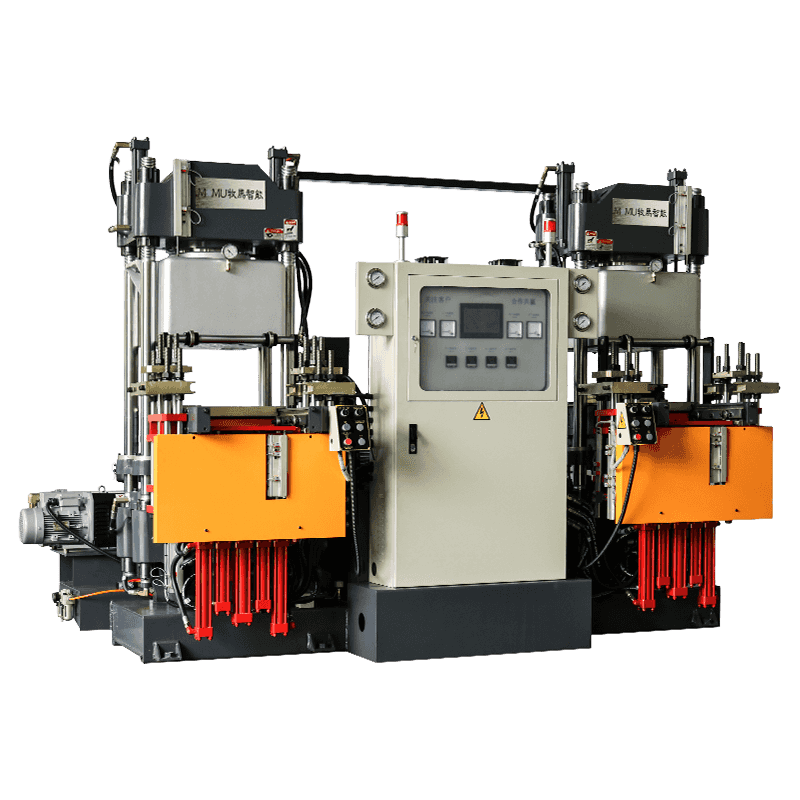
| Multi-Daylight Vakuum Press | Flere mugniveauer hærdes samtidigt | Højvolumen flade dele, pladevarer, fodtøjssåler |
| Vakuumpose / Autoklavesystem | Fleksibel vakuumpose omslutter del i opvarmet kammer | Store, kompleksformede dele og kompositgummilaminater |
| Roterende vakuumvulkaniseringsmaskine | Rotation af formen i karruselstil gennem hærdningsstationer | Kontinuerlig høj-output produktion af små ensartede dele |
| Injection Vacuum Vulcanizing Press | Kombinerer vakuumkammer med gummiindsprøjtningsenhed | Præcisionssprøjtestøbte tætninger og tekniske gummidele |
Nøglefaktorer, der skal evalueres, når du køber en vakuumgummivulkaniseringsmaskine
Investering i en vakuumvulkaniseringsmaskine er en væsentlig kapitalbeslutning, og specifikationsprocessen kræver omhyggelig evaluering af både nuværende produktionskrav og forventede fremtidige behov. At haste udvælgelsesprocessen eller udelukkende fokusere på prisen fører ofte til udstyr, der underperformer, kræver dyre opgraderinger eller ikke opfylder kvalitetscertificeringer, som kræves af nøglekunder.
Pladestørrelse og klemkraft
Pladens dimensioner skal rumme den største form, du har til hensigt at køre, med tilstrækkelig margin rundt om formens omkreds for at sikre en jævn trykfordeling. Klemmekraften skal beregnes ud fra gummiblandingens projicerede hulrumstryk ved hærdningstemperatur ganget med det samlede projicerede areal af alle hulrum i formen. Underdimensioneret klemmekraft fører til blink; overdimensionerede maskiner bruger mere energi og gulvplads end nødvendigt. Anmod om tekniske beregninger fra maskinleverandøren baseret på dine specifikke form- og sammensatte data, før du færdiggør specifikationen.
Vakuumniveau og pumpekapacitet
Det opnåelige vakuumniveau er et direkte mål for, hvor effektivt maskinen fjerner luft og gasser fra formmiljøet. Angiv målvakuumniveauet - typisk -0,095 MPa eller bedre til krævende applikationer - og bekræft nedetiden for pumpen for at nå dette niveau med en fyldt form på plads. Pumpekapaciteten (målt i m³/h eller CFM) skal afstemmes efter vakuumkammerets volumen plus eventuel dødvolumen i forbindelsesrør. Maskiner med underdimensionerede pumper tager for lang tid om at nå målvakuumniveauer, hvilket forlænger cyklustider og reducerer output.
Kontrolsystem og datalogning
Moderne vakuumvulkaniseringsmaskiner bør udstyres med en programmerbar logikcontroller (PLC) og en berøringsskærm mellem menneske og maskine (HMI), der gør det muligt for operatører at lagre og genkalde flertrins-hærdningscyklusser, overvåge alle procesparametre i realtid og generere produktionsregistreringer for kvalitetssporbarhed. For kunder i automotive- og rumfartsforsyningskæderne er datalogning af temperatur, tryk, vakuumniveau og cyklustid for hver produktionsbatch et standardrevisionskrav. Kontroller, at maskinens kontrolsystem opfylder dokumentationskravene til dit kvalitetsstyringssystem før køb.
Vedligeholdelsespraksis, der beskytter maskinens ydeevne
Den langsigtede pålidelighed af en vakuumgummivulkaniseringsmaskine afhænger i høj grad af et struktureret forebyggende vedligeholdelsesprogram, der fokuserer på de komponenter, der er mest udsat for slid og nedbrydning i et produktionsmiljø med høj temperatur og høj cyklus.
- Vakuumforseglingsinspektion: Kammerdøre og pladetætninger skal inspiceres for kompressionssæt, revner eller overfladekontamination ved hvert vedligeholdelsesinterval. Nedbrudte tætninger er den mest almindelige årsag til vakuumtab og bør udskiftes på en planlagt basis i stedet for at vente på synlig fejl.
- Vedligeholdelse af vakuumpumpe: Roterende vingepumper kræver regelmæssige olieskift - forurenet eller nedbrudt pumpeolie reducerer de opnåelige vakuumniveauer markant. Tørskruepumper kræver periodisk rotor- og lejeinspektion. Følg nøje producentens anbefalede serviceintervaller.
- Bekræftelse af pladens fladhed: Over tid kan gentagne termiske cyklusser og mekanisk belastning forårsage pladeoverflader til at udvikle camber eller lokale lave pletter, der resulterer i ujævn trykfordeling over formen. Kontroller pladens fladhed med jævne mellemrum ved hjælp af en præcis lige kant og følemåler.
- Hydrauliksystemservice: Hydraulikolie bør udtages og analyseres årligt for partikelforurening og viskositetsnedbrydning. Cylindertætninger og slangeforbindelser bør inspiceres for utætheder ved hvert forebyggende vedligeholdelsesbesøg.
- Termoelement og controller kalibrering: Temperaturmålingsnøjagtigheden afviger over tid, efterhånden som termoelementforbindelserne ældes. Årlig kalibrering af alle temperatursensorer i forhold til en sporbar referencestandard er afgørende for at opretholde hærdningskonsistens og opfylde kvalitetssystemets auditkrav.
En vakuumgummivulkaniseringsmaskine repræsenterer en af de mest teknisk komplette løsninger, der findes til fremstilling af højkvalitets, fejlfri gummikomponenter i produktionsskala. Ved at kombinere præcis termisk styring, hydraulisk fastspænding og vakuumassisteret afgasning i et enkelt integreret system løser den de mest vedvarende kvalitetsudfordringer inden for gummistøbning og positionerer producenterne til at opfylde de stadig mere krævende specifikationer på de automobil-, rumfarts-, medicin- og industrimarkeder, de betjener.