Gummikompressionsstøbning er en af de ældste og mest udbredte processer inden for fremstilling af gummidele, og maskinen i centrum af denne proces - gummikompressionsstøbemaskinen - forbliver en hjørnesten i produktionslinjer på tværs af bilindustrien, rumfart, industriel tætning og forbrugsgoder. På trods af stigningen i sprøjtestøbnings- og overførselsstøbningsteknologier holder kompressionsstøbning ud på grund af dens enkelhed, værktøjsomkostningsfordele og egnethed til en bred vifte af gummiblandinger og delegeometrier. At forstå, hvordan disse maskiner fungerer, hvad der adskiller højkvalitetsudstyr fra gennemsnittet, og hvordan man matcher maskinspecifikationer til dine produktionsbehov er afgørende for ingeniører, indkøbsledere og fabriksoperatører, der arbejder med vulkaniserede gummiprodukter.
Hvad en gummitrykstøbemaskine gør
A gummi kompressionsstøbemaskine anvender kontrolleret varme og tryk på en på forhånd afmålt ladning af uhærdet gummiblanding placeret direkte i et åbent formhulrum. Når maskinen lukker formen under hydraulisk tryk, tvinges gummiet til at tilpasse sig formen af hulrummet. Vedvarende varme - typisk mellem 150 °C og 200 °C afhængigt af sammensætningen - udløser vulkanisering, den kemiske tværbindingsproces, der omdanner den bløde, bøjelige gummiblanding til en holdbar, elastisk færdig del. Når hærdningscyklussen er afsluttet, åbnes formen, og delen fjernes, hvilket ofte kræver manuel afflashning for at trimme overskydende materiale, der er strømmet ind i skillelinjen.
Kompressionsstøbningsprocessen er særligt velegnet til naturgummi, EPDM, silikone, neopren, nitril (NBR) og fluorelastomerer (FKM/Viton). Det bruges almindeligvis til at producere tætninger, pakninger, O-ringe, vibrationsdæmpere, membraner, bøsninger og tilpassede gummiprofiler. Fordi formen er åben under læsning, rummer kompressionsstøbning stofforstærket gummi, metal-gummi-bundne dele og indsætter mere naturligt end sprøjtestøbningsprocesser, hvilket gør det til den foretrukne metode til komplekse kompositgummikomponenter.
Kernekomponenter i en gummikompressionsstøbemaskine
At forstå hovedkomponenterne i en kompressionsstøbemaskine tydeliggør både dens driftsprincipper og de vigtigste kvalitetsfaktorer, der skal evalueres, når man sammenligner modeller fra forskellige producenter.
Hydrauliksystem
Det hydrauliske system er maskinens kraftgenererende hjerte. En hydraulisk pumpe driver væske ind i cylindre, der aktiverer den bevægelige trykplade, og genererer den klemkraft, der lukker formen og opretholder trykket under hele hærdningscyklussen. Klemmekraften måles i tons og bestemmer direkte den maksimale formstørrelse og kavitetstryk, der kan opnås. Maskinerne spænder fra små bænk-enheder på 10 til 50 tons til laboratorie- og prototypearbejde, til store produktionspresser på over 1.000 tons til bil- og industridele. Hydrauliksystemets trykstabilitet under hærdning er kritisk - udsving forårsager dimensionsvariationer i den færdige del og kan resultere i ufuldstændig fyldning eller hulrum i gummiet.

Opvarmede plader
De øvre og nedre plader er de flade, præcisionsslebne metalplader, der holder formhalvdelene og overfører varme ind i dem. Pladerne opvarmes internt ved hjælp af elektriske modstandselementer, damp eller varm oliecirkulation. Elektrisk opvarmning er mest almindelig i moderne maskiner på grund af dens præcise kontrollerbarhed og lette vedligeholdelse. Dampopvarmning giver hurtige opvarmningshastigheder, men kræver infrastruktur og trykstyringssystemer. Ensartetheden af temperaturfordelingen på tværs af pladens overflade er en af de vigtigste kvalitetsindikatorer for en kompressionsstøbemaskine - temperaturvariationer på mere end ±3°C over pladen kan forårsage ujævn hærdning, hvilket resulterer i dele med inkonsekvent hårdhed, tæthed og dimensionsnøjagtighed på tværs af formen.
Kontrolsystem
Moderne gummikompressionsstøbemaskiner bruger PLC (programmerbar logikcontroller)-baserede kontrolsystemer med touchscreen HMI-paneler (human-machine interface), der giver operatører mulighed for at programmere og gemme hærdeopskrifter - kombinationer af temperatur, tryk og tidsindstillinger for specifikke gummiblandinger og delegeometrier. Avancerede maskiner tilbyder trykkontrol i flere trin, automatisk formånding (kontrolleret øjeblikkelig trykudløsning for at tillade indesluttet luft og flygtige stoffer at undslippe under hærdning) og integration med produktionsovervågning og kvalitetsdatasystemer. Entry-level maskiner kan bruge enklere relæbaserede eller analoge timer- og termostatstyringer, som begrænser præcision og sporbarhed, men reducerer omkostningerne.
Nøgleprocesparametre og hvordan de påvirker delkvaliteten
Gummikompressionsstøbningskvalitet er styret af tre indbyrdes afhængige procesparametre: temperatur, tryk og tid. At få disse rigtige til en specifik gummiblanding og formdesign er grundlaget for ensartet produktion.
| Parameter | Typisk rækkevidde | Effekt af for lav | Effekt af for høj |
| Temperatur | 150°C – 200°C | Underhærdning; bløde, svage dele | Overkur; skørhed, overfladenedbrydning |
| Tryk | 5 – 15 MPa hulrumstryk | Ufuldstændig fyldning; porøsitet; korte skud | Overdreven flash; skimmelskader |
| Kurstid | 2 – 20 minutter (afhængig af sammensætning) | Underhærdning; klæbrighed; dårlige mekaniske egenskaber | Reversion (i NR); spildt cyklustid |
Hærdningstiden er forbindelsesspecifik og skal etableres gennem rheometertest (ved hjælp af instrumenter såsom et MDR — moving die rheometer), før produktionen begynder. Rheometeret genererer en hærdekurve, der viser den optimale hærdetid (T90 — tiden til at nå 90 % af maksimalt drejningsmoment) for en given temperatur. At køre dele ved T90 i stedet for overhærdning reducerer cyklustiden og energiforbruget uden at gå på kompromis med de mekaniske egenskaber. Mange produktionsfaciliteter gemmer rheometer-hærdningsdata sammen med deres PLC-hærdningsopskrifter for at opretholde sporbarhed og muliggøre hurtig receptjustering, når råmaterialebatcher ændres.
Typer af gummikompressionsstøbemaskiner
Gummikompressionsstøbemaskiner er tilgængelige i flere strukturelle og operationelle konfigurationer, som hver er egnet til forskellige produktionsskalaer og delkrav.
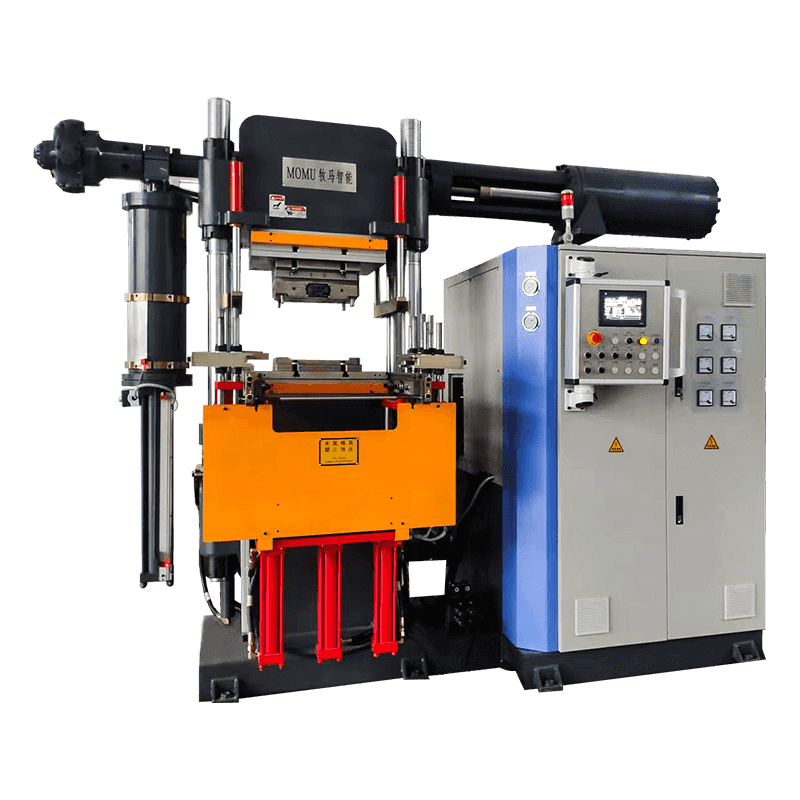
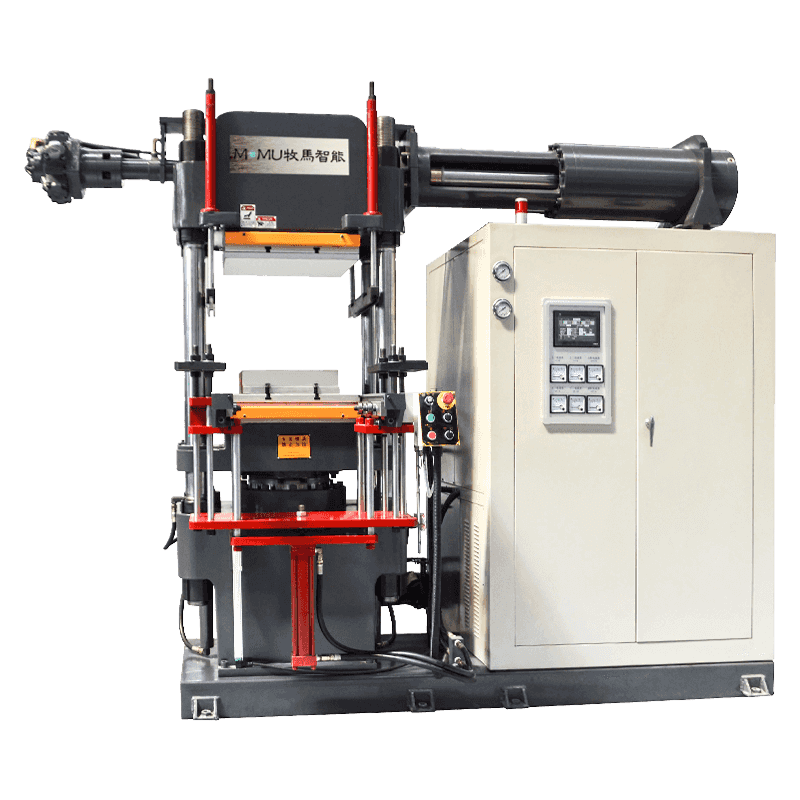
- Enkelt dagslys tryk: Den mest almindelige konfiguration med ét sæt øvre og nedre plader, der åbner og lukker i en enkelt handling. Enkel at betjene og vedligeholde og velegnet til de fleste standard gummidele produktion. Fås i størrelser fra laboratoriemodeller på bænk til store industripresser.
- Multi-dagslys presse: Har flere formåbningsniveauer (dagslys) stablet lodret i en enkelt presseramme, hvilket gør det muligt at hærde flere forme samtidigt i en enkelt pressecyklus. Øger produktionen markant pr. maskinfodaftryk og bruges i vid udstrækning i højvolumen paknings- og tætningsproduktion.
- Roterende bordpresse: Bruger en roterende karrusel af formstationer, der indekserer gennem læsse-, presse- og aflæsningspositioner. Muliggør kontinuerlig drift med reduceret driftsstop mellem cyklusser, velegnet til storvolumenproduktion af små til mellemstore dele.
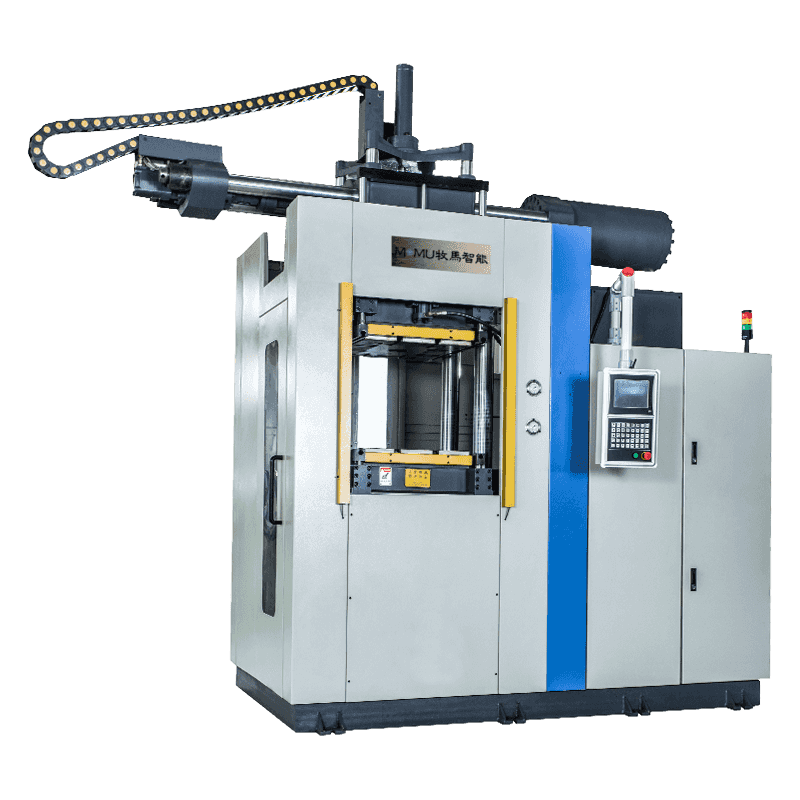
- Vakuum kompressionsstøbemaskine: Udstyret med et vakuumkammer omkring formområdet, evakuerer disse maskiner luft fra formhulrummet før og under lukning. Dette forhindrer luftindfangning i gummiet, hvilket er afgørende for silikonedele og andre applikationer, hvor porøsitet er uacceptabel - såsom medicinsk udstyr, tætninger i kontakt med fødevarer og højtydende membraner.
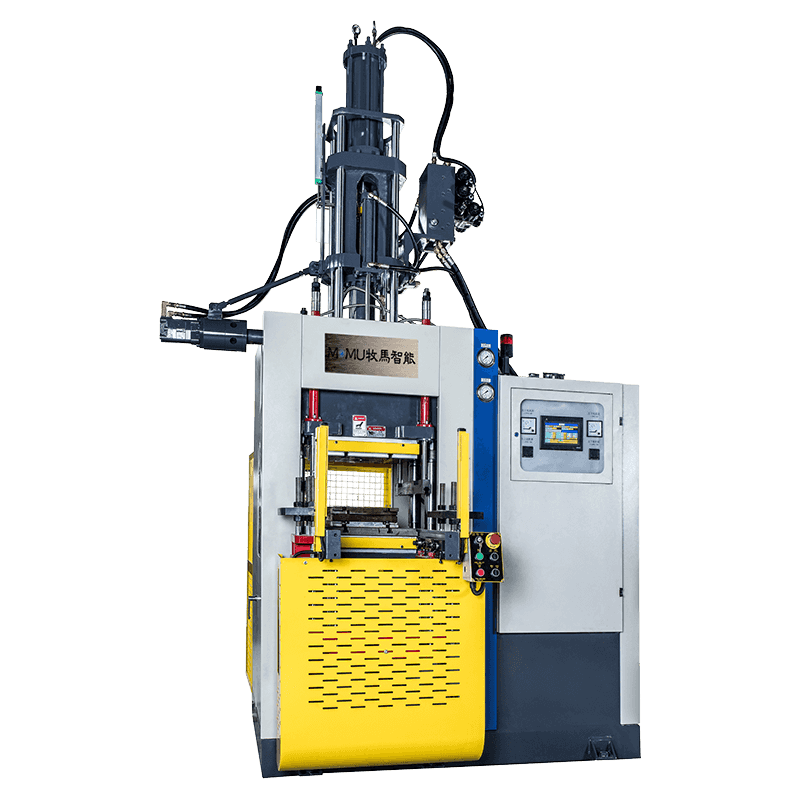
- Fire-søjlet hydraulisk presse: Bruger fire lodrette styresøjler rundt om pladeområdet for præcis parallelitet under støbeformens lukning. Foretrukken til store eller præcisionsstøbeforme, hvor pladeafbøjning eller fejlindstilling ville forårsage ujævn flash, skillelinjemismatch eller dimensionsvariation på tværs af støbeformen.
Kompressionsstøbning vs. transfer- og sprøjtestøbning til gummi
Gummiproducenter står ofte over for beslutningen om, hvorvidt kompression, overførsel eller sprøjtestøbning er den rigtige proces for en specifik del. Hver har klare fordele og begrænsninger, som bør vurderes i forhold til produktionsvolumen, delkompleksitet, materialetype og værktøjsbudget.
| Faktor | Kompression | Overførsel | Injektion |
| Værktøjsomkostninger | Lav | Medium | Høj |
| Cyklus tid | Længere | Medium | Korteste |
| Materialeaffald | Moderat (flash) | Moderat (potte/sprøjte) | Lav |
| Del kompleksitet | Lav to Medium | Medium | Høj |
| Indsæt støbning | Fremragende | Godt | Begrænset |
| Volumen egnethed | Lav to medium | Medium | Høj volume |
| Operatørfærdighed påkrævet | Moderat | Moderat | Højer |
Kompressionsstøbning vinder konsekvent på værktøjsomkostninger og skærstøbningsfleksibilitet, hvorfor det fortsat er den dominerende proces for prototypeudvikling, korte produktionsserier og dele, der kræver metal- eller stofbinding. Til meget store applikationer, hvor arbejdsomkostninger pr. del bliver den dominerende økonomiske faktor, retfærdiggør sprøjtestøbningens automatiserede cyklus og minimale krav til flashtrim generelt dets højere udstyr og værktøjsinvesteringer.
Hvad skal man vurdere, når man vælger en gummikompressionsstøbemaskine
At vælge den rigtige maskine kræver omhyggelig tilpasning mellem dine produktspecifikationer, produktionsmængder, gummiblandinger og driftsmiljø. Køb af underspecificeret udstyr skaber flaskehalse; overspecificering af spildkapital. Følgende kriterier bør vejlede enhver seriøs evaluering:
- Klemkraft: Beregn den nødvendige tonnage baseret på det forventede hulrumstryk (typisk 7 til 12 MPa for de fleste gummiblandinger) multipliceret med det samlede projekterede areal af alle hulrum plus flashareal i formen. Inkluder altid en sikkerhedsmargin på mindst 20 % for at imødekomme variation mellem sammensætninger og formdesign.
- Pladestørrelse: Pladen skal være stor nok til at rumme din største form med frigang på alle sider for fastspænding og termisk ensartethed. Standardpladestørrelser spænder fra 200 × 200 mm til små laboratoriepresser til 1.200 × 1.200 mm eller større til industrielle produktionsmaskiner.
- Temperaturensartethed: Anmod om producentens pladetemperaturens ensartethedsspecifikation og verificer den uafhængigt, hvis det er muligt. For præcisionssilikone- eller gummidele af medicinsk kvalitet er ensartethed på ±2°C eller bedre over hele pladens overflade afgørende.
- Dagslys åbning: Den maksimale afstand mellem åbne plader skal passe til din formhøjde plus frigang til fjernelse og læsning af dele. Utilstrækkeligt dagslys tvinger operatører i akavede positioner, der sænker cyklustider og øger den ergonomiske risiko.
- Styresystem sofistikeret: Evaluer, om PLC-opskriftslagring, datalogning og fjernovervågning stemmer overens med dine krav til kvalitetsstyring og sporbarhed. Industrier som bilindustrien (IATF 16949) og medicinsk (ISO 13485) har specifikke forventninger til procesdokumentation, som enklere maskiner ikke kan understøtte.
- Eftersalgssupport og tilgængelighed af reservedele: Hydrauliske tætninger, varmeelementer og styrekomponenter slides over tid. Bekræft, at producenten eller en lokal distributør vedligeholder et reservedelslager og kan yde teknisk support inden for acceptable svartider for dit produktionsmiljø.
Vedligeholdelsespraksis, der forlænger maskinens levetid og beskytter delens kvalitet
En gummikompressionsstøbemaskine, der arbejder under produktionsforhold, er udsat for kontinuerlig termisk cyklus, hydraulisk trykbelastning og gummiblandingsforurening. En disciplineret vedligeholdelsesrutine er ikke valgfri - det er forskellen mellem en maskine, der leverer ensartet output i 20 år, og en, der genererer defekter og nedetid inden for fem.
- Dagligt: Rengør pladens overflader og formskæringsflader for flash- og sammensatte rester med passende slipmiddel og ikke-slibende værktøjer. Efterse hydraulikvæskestanden og kontroller for synlige utætheder omkring cylindertætninger og fittings. Bekræft pladetemperaturaflæsninger mod et kalibreret termoelement.
- Ugentlig: Kontroller hydraulikvæskens tilstand og filterstatus. Inspicer styresøjler og pladeparallelisme. Kontroller, at alle sikkerhedslåse - inklusive nødstop, lysgardiner og overtryksventiler - fungerer korrekt.
- Månedligt: Kalibrer temperaturregulatorer og termoelementer mod en sporbar reference. Inspicer varmeelementets modstand for at identificere elementer, der nærmer sig slutningen af deres levetid, før de fejler i produktionen. Tjek hydrauliske cylindertætninger for tegn på gråd.
- Årligt: Fuldt udskiftning af hydraulisk væske og udskiftning af filter. Måling af pladens planhed og korrektion om nødvendigt. Komplet inspektion af det elektriske system inklusive klemtæthed, isolationsmodstand og udskiftning af PLC-batteri.
En gummikompressionsstøbemaskine er en langsigtet kapitalinvestering, hvis afkast afhænger af procesdisciplin lige så meget som maskinkvalitet. At matche den rigtige maskinspecifikation til dit produktsortiment, etablere præcise procesparametre for hver blanding og vedligeholde udstyret til producentens standarder er de tre søjler i produktiv, omkostningseffektiv gummikompressionsstøbning. For producenter, der får denne kombination rigtigt, forbliver kompressionsstøbning en af de mest pålidelige og økonomisk effektive gummiformningsprocesser, der findes.