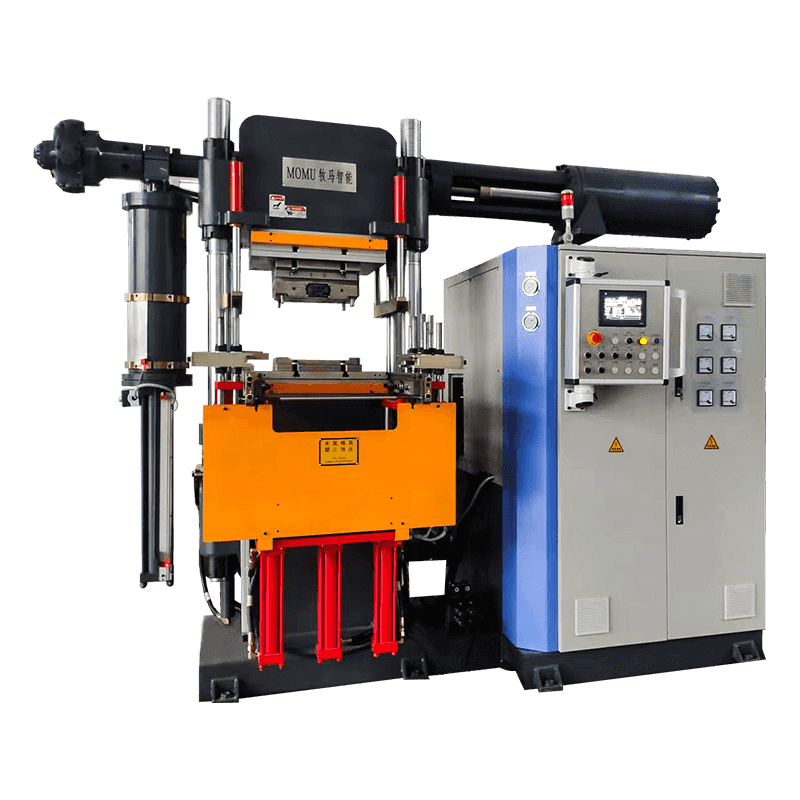
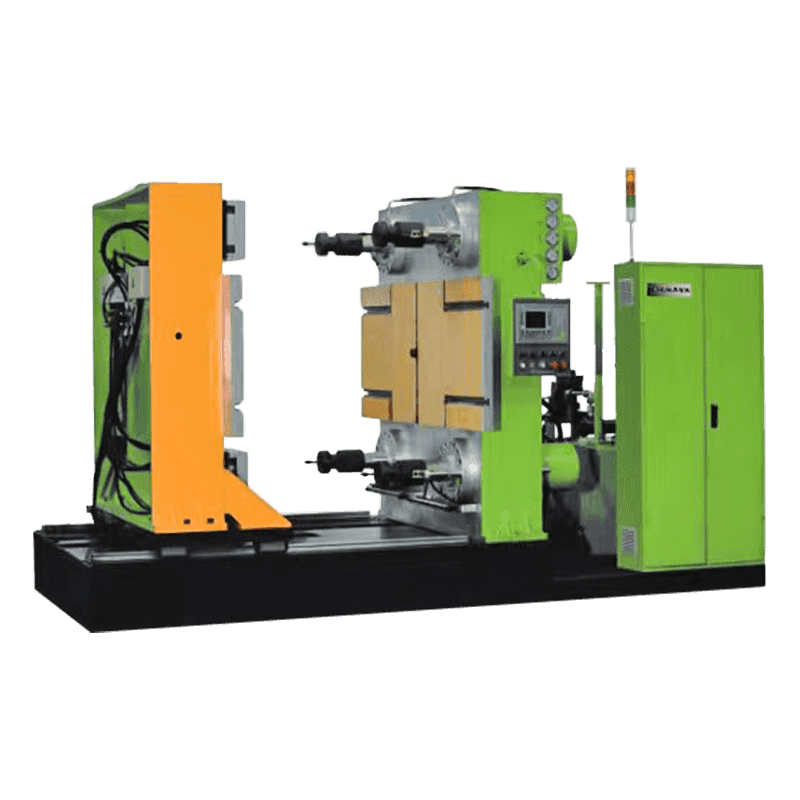
Sådan fungerer en gummisprøjtestøbemaskine
A gummi sprøjtestøbemaskine forarbejder rågummiblandinger til præcist formede færdige dele ved at tvinge opvarmet, blødgjort gummimateriale under højt tryk ind i et lukket formhulrum, hvor det vulkaniserer - kemisk tværbinder - til et stabilt, elastisk fast stof. I modsætning til termoplastisk sprøjtestøbning, som smelter og gensmelter det samme materiale, er gummisprøjtestøbning afhængig af en irreversibel vulkaniseringsreaktion udløst af varme og tid. Når gummiet er hærdet inde i formen, kan det ikke omsmeltes eller omdannes, hvilket betyder, at alle procesparametre skal indtastes korrekt, før fuld produktion begynder.
Processen begynder med, at gummiblandingen føres ind i maskinens plastificeringsenhed - typisk en skrue-og-tønde-samling - hvor den opvarmes til en nøje kontrolleret forvarmningstemperatur, typisk mellem 70°C og 100°C, der gør den flydbar uden at udløse for tidlig vulkanisering. Skruens rotation homogeniserer massen og opbygger injektionstrykket. Når formen er lukket og fastspændt, driver injektionsenheden det plastificerede gummi gennem et indløb, løbere og porte ind i formhulrummene. Selve formen opvarmes til en højere temperatur - sædvanligvis mellem 160°C og 200°C - hvor vulkaniseringsmidlet aktiveres, og gummiet hærder inden for en defineret hærdetid, før formen åbner, og delen skydes ud.
Kernekomponenter og deres funktioner
At forstå den funktionelle rolle for hver hovedkomponent hjælper operatører med at diagnosticere problemer, optimere procesindstillinger og træffe informerede beslutninger, når de sammenligner maskinspecifikationer fra forskellige producenter.
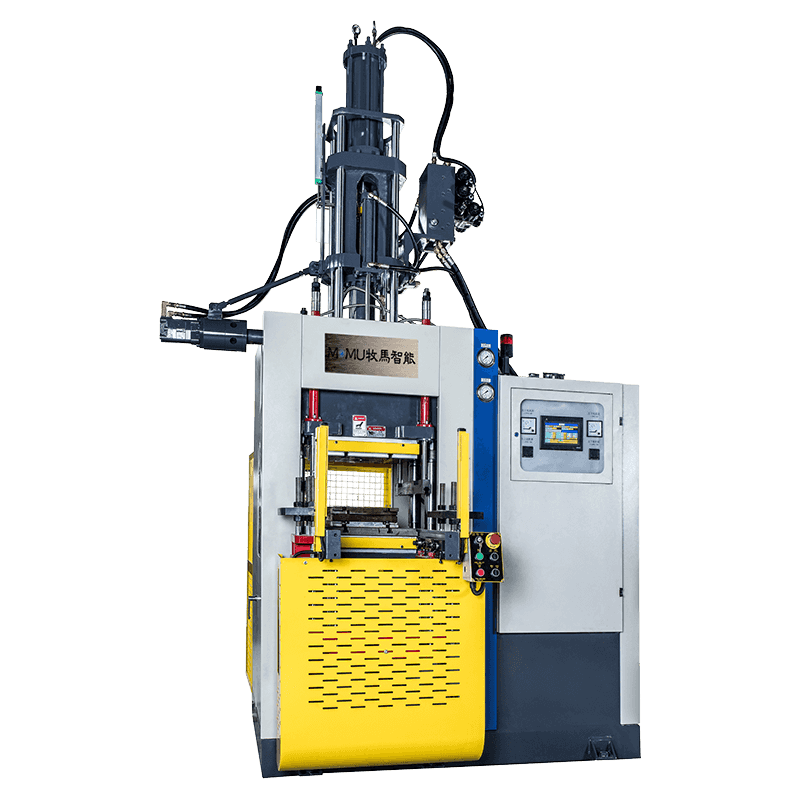
Injektionsenhed
Injektionsenheden består af en opvarmet cylinder, en frem- og tilbagegående skrue og en dyse. Skruen tjener et dobbelt formål: den roterer for at blødgøre og transportere gummiblandingen fremad, og fungerer derefter som et stempel til at sprøjte det akkumulerede skud af materiale ind i formen. Skruegeometrien for gummi adskiller sig fra den, der bruges i termoplastiske maskiner - gummiskruer har typisk et lavere kompressionsforhold og lavere flyvninger for at undgå at generere overdreven friktionsvarme, der kan forårsage svidning, hvilket er for tidlig vulkanisering inde i cylinderen, før materialet når formen.
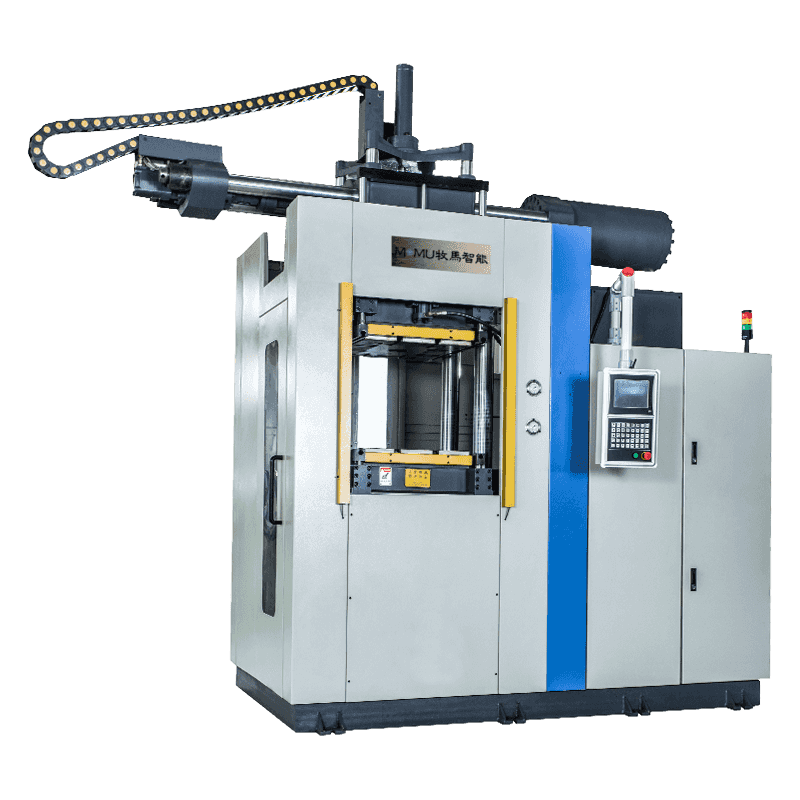
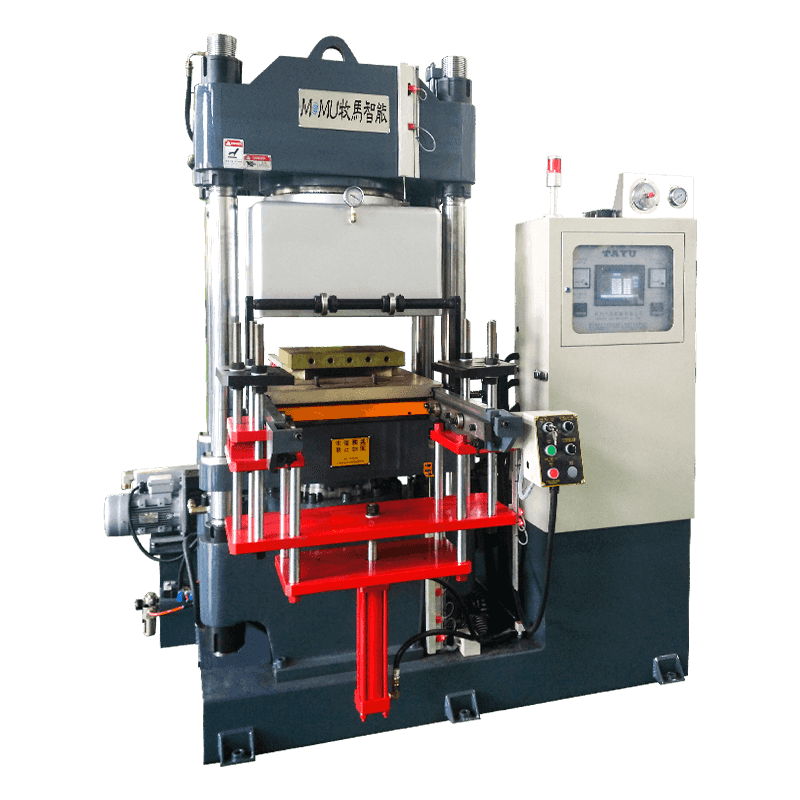
Opspændingsenhed
Spændeenheden holder de to halvdele af formen sammen mod den kraft, der genereres af indsprøjtningstrykket. Spændekraften måles i kilonewtons (kN) eller tons og skal overstige det projicerede areal af formhulrummene ganget med indsprøjtningstrykket. Utilstrækkelig klemkraft forårsager flash - tynde finner af overskydende gummi ved skillelinjen - hvilket øger omkostningerne gennem trimning og kompromitterer delens dimensionelle nøjagtighed. De fleste gummiindsprøjtningsmaskiner bruger hydrauliske spændesystemer, selvom vippeassisterede og direkte hydrauliske konfigurationer hver tilbyder forskellige hastigheds- og kraftkarakteristika, der passer til forskellige produktionskrav.
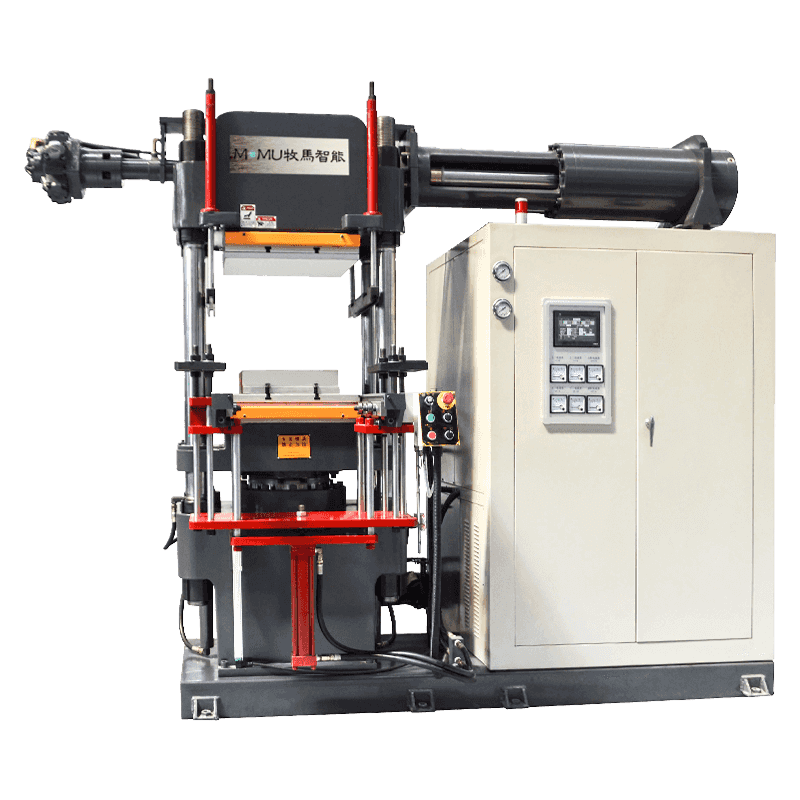
Skimmelsvamp og varmesystem
Formen er værktøjselementet, der definerer den færdige dels geometri. Til gummiindsprøjtning opvarmes forme - oftest med elektriske patronvarmere eller cirkulerende varm olie - for at opretholde en stabil vulkaniseringstemperatur over hele hulrummets overflade. Temperaturens ensartethed i formen er kritisk: Hot spots forårsager overhærdning og forringede materialeegenskaber, mens kolde pletter fører til underhærdede dele, der fejler i drift. Forme af høj kvalitet inkluderer temperatursensorer placeret nær hvert hulrum for at tillade overvågning og korrektion i realtid under produktionen.
Kontrolsystem
Moderne gummisprøjtestøbemaskiner er udstyret med PLC-baserede eller PC-baserede kontrolsystemer, der gør det muligt for operatører at programmere og opbevare komplette procesopskrifter, der dækker tøndetemperaturzoner, sprøjtehastighedsprofiler, sprøjtetryk, holdetryk, hærdetid, formtemperatur og udstødningssekvens. Evnen til at gemme og genkalde opskrifter er især vigtig i multi-produkt faciliteter, hvor maskiner regelmæssigt skiftes mellem forskellige gummiblandinger og dele geometrier, der hver kræver et særskilt sæt parametre.
Nøgleprocesparametre, som enhver operatør skal kontrollere
Kvaliteten af sprøjtestøbte gummidele bestemmes af, hvor præcist procesparametrene indstilles og vedligeholdes gennem en produktionskørsel. Følgende parametre interagerer med hinanden, hvilket betyder, at en ændring i én ofte kræver justering i andre for at bevare delens kvalitet.
| Parameter | Typisk rækkevidde | Effekt hvis for lav | Effekt hvis for høj |
| Tøndetemperatur | 70°C – 100°C | Dårligt flow, ufuldstændig fyldning | Svidning, for tidlig helbredelse |
| Skimmeltemperatur | 160°C – 200°C | Underhærdede, svage dele | Overhærdning, overfladenedbrydning |
| Injektionstryk | 80 – 200 MPa | Korte skud, tomrum | Blink, skimmelsvamp |
| Kurstid | 30 sek – 10 min | Klæbrige, underhærdede dele | Skøre, overhærdede dele |
| Injektionshastighed | Applikationsspecifik | Strik linjer, ufuldstændig fyld | Jetting, luftindfangning |
Hærdningstid er den parameter, der har den mest direkte indflydelse på cyklustiden og dermed produktionsoutput. Det skal bestemmes ved rheometertest af den specifikke gummiblanding, der anvendes, da forskellige formuleringer - naturgummi, EPDM, silikone, NBR, neopren - hver har deres egen vulkaniseringskinetik. Forsøg på at forkorte hærdetiden ud over, hvad forbindelsens kemi tillader, resulterer i underhærdede dele, der kan bestå den indledende inspektion, men mislykkes for tidligt i brug.
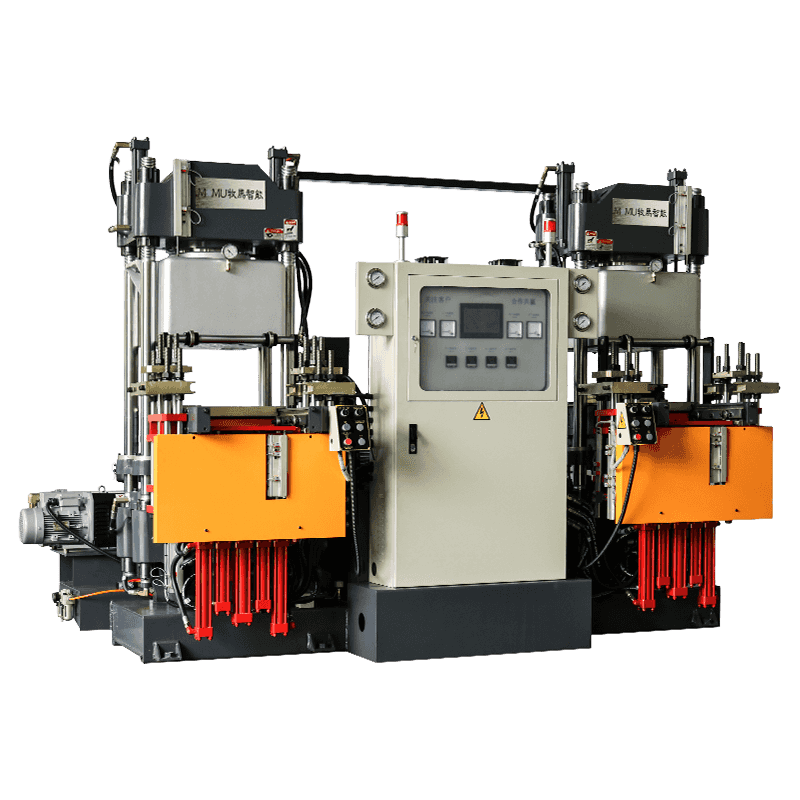
Industrier og applikationer, hvor disse maskiner bruges
Gummisprøjtestøbemaskiner betjener en bred vifte af industrier, hvor snævre dimensionstolerancer, ensartede materialeegenskaber og høje produktionsvolumener samtidig er påkrævet. Bilsektoren står for en stor andel af den globale gummisprøjtestøbningskapacitet, der producerer tætninger, pakninger, tyller, vibrationsdæmpere, O-ringe og vejrfjerner - komponenter, der skal fungere pålideligt over ekstreme temperaturområder og lange levetider. Automotive-grade gummidele er typisk støbt af EPDM, NBR eller silikoneforbindelser udvalgt for deres modstandsdygtighed over for specifikke væsker, temperaturer og miljøforhold.
Industrien for medicinsk udstyr er en anden stor bruger af gummisprøjtestøbning, især til silikonekomponenter. Sprøjtestøbning af flydende silikonegummi (LSR) er en specialiseret variant af processen, der håndterer to-komponent platinhærdede silikonesystemer, der producerer dele såsom kirurgiske tætninger, kateterkomponenter, åndedrætsmasker og komponenter til lægemiddelleveringsanordninger. LSR-støbning kræver dedikerede maskinkonfigurationer med afkølede sprøjtestøbninger - det modsatte af konventionel gummistøbning - fordi materialet hærder hurtigt ved formtemperaturer, men skal holdes koldt i cylinderen for at forhindre for tidlig gelering.
- Automotive: Dør- og vinduespakninger, motorpakninger, vibrationsisolatorer, bremsekomponenter, slangeforbindelser og tyller under motorhjelmen, der kræver varme- og væskemodstand.
- Medicinsk og farmaceutisk: Silikonepropper til hætteglas, sprøjtekomponenter, implanterbare forseglinger, åndedrætsanordningsmembraner og væskestyringskomponenter, der kræver biokompatibilitet og steriliseringsresistens.
- Elektronik: Tastaturknapper, konnektortætninger, vibrationsdæmpende puder og kabinettets pakninger, der beskytter printkort mod fugt og mekaniske stød.
- Industrielle maskiner: Hydrauliske tætninger, pneumatiske O-ringe, transportbåndskomponenter, pumpemembraner og koblingselementer, der fungerer under konstant mekanisk belastning.
- Forbrugsvarer: Skosåler, håndtag, tætninger til køkkenmaskiner, komponenter til babyprodukter og dele til sportsartikler, hvor både taktil kvalitet og holdbarhed betyder noget.
Sammenligning af gummisprøjtestøbning med transfer- og kompressionsstøbning
Gummisprøjtestøbning er ikke den eneste tilgængelige proces til fremstilling af gummidele. Transferstøbning og kompressionsstøbning er ældre, enklere alternativer, der forbliver i udbredt brug. At forstå, hvor hver proces udmærker sig, hjælper producenterne med at vælge den rigtige metode til en given delgeometri, volumenkrav og budget.
Kompressionsstøbning placerer en på forhånd vejet snert af uhærdet gummi direkte i et åbent formhulrum, og lukker derefter formen under hydraulisk tryk og varme. Det er den enkleste og billigste værktøjsmulighed, men producerer højere niveauer af flash, mindre dimensionel konsistens og længere cyklustider sammenlignet med injektion. Det forbliver praktisk til store, enkle dele med lave produktionsvolumener, hvor værktøjsomkostningsberettigelse betyder mere end cyklustidseffektivitet. Overførselsstøbning bruger en gryde og et stempel til at skubbe gummi fra et reservoir gennem indløbshuller ind i en lukket støbeform, hvilket giver bedre dimensionskontrol end kompression, men stadig producerer et materialespild fra overføringsbeholderen, som skal kasseres. Sprøjtestøbning eliminerer det meste af dette spild ved kun at indsprøjte den nøjagtige skudvolumen, der er nødvendig, leverer de korteste og mest ensartede cyklustider og producerer den højeste dimensionelle nøjagtighed - hvilket gør det til den foretrukne proces, hvor delevolumener og kvalitetskrav retfærdiggør den højere maskininvestering.

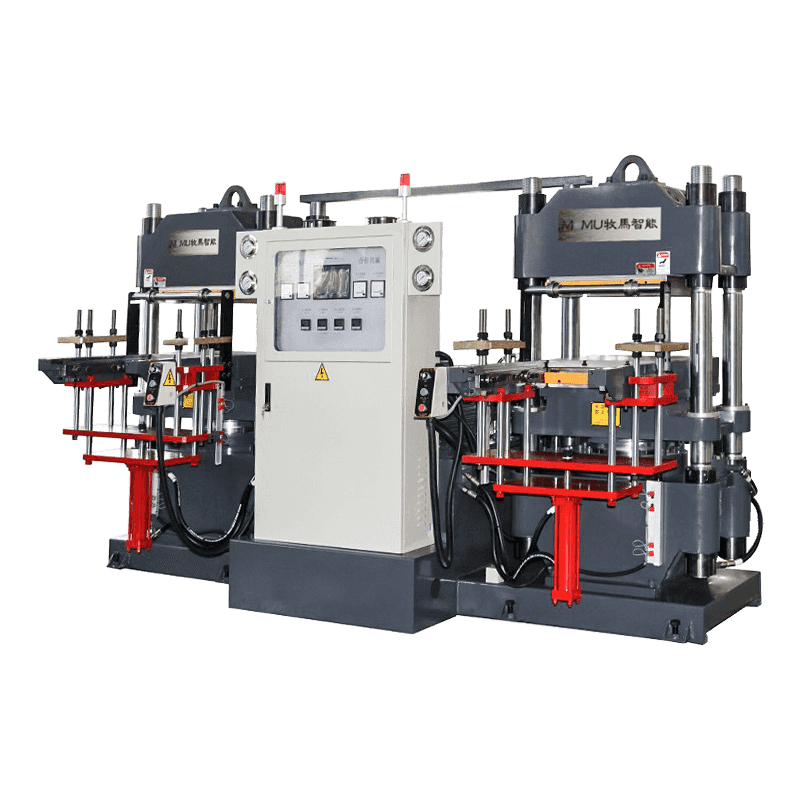
Hvad skal man vurdere, når man vælger en gummisprøjtestøbemaskine
At vælge den rigtige gummisprøjtestøbemaskine til en specifik applikation kræver evaluering af flere indbyrdes afhængige specifikationer i stedet for at fokusere på et enkelt tal som klemkraft eller skudstørrelse i isolation.
- Klemkraft: Beregn den nødvendige spændekraft baseret på det projekterede hulrumsareal og forventet indsprøjtningstryk. Inkluder altid en sikkerhedsmargin på mindst 10-15 % over det beregnede minimum for at tage højde for procesvariabilitet.
- Skudvolumen og skruediameter: Maskinens skudkapacitet skal komfortabelt kunne rumme delvægten plus løbesystemets vægt uden at overstige 80 % af det maksimale skudvolumen, hvilket sikrer ensartet materialehomogenisering på hver cyklus.
- Sikkerhed ved svidning: Evaluer maskinens cylinderdesign og temperaturkontrolpræcision. Maskiner beregnet til varmefølsomme eller hurtighærdende forbindelser har brug for stramt zoneinddelt tøndetemperaturkontrol og skruedesign med kort opholdstid for at forhindre svidning.
- Formpladestørrelse og dagslys: Bekræft, at maskinens pladedimensioner og maksimale formåbningsafstand (dagslys) er kompatible med formdimensionerne og delens højde ved udkastning.
- Styresystems kapacitet: For multi-produktfaciliteter, prioriter maskiner med receptlagring, procesdatalogning og fjernovervågningskapacitet for at understøtte kvalitetssporbarhed og reducere opsætningstiden mellem jobs.