Hvad er en LSR sprøjtestøbemaskine?
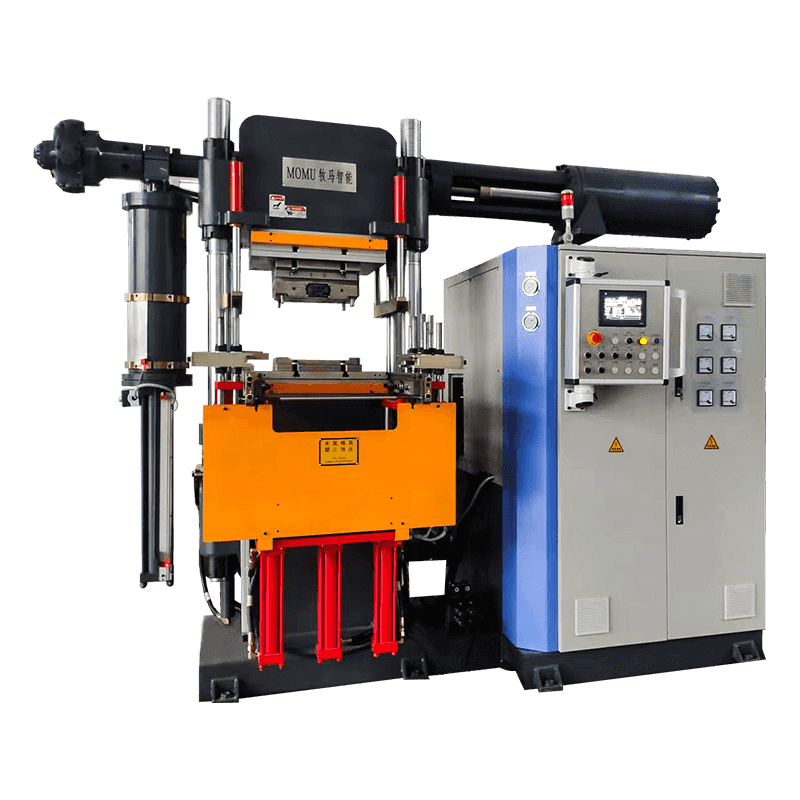
An LSR sprøjtestøbemaskine er et specialiseret produktionssystem designet til at forarbejde flydende silikonegummi (LSR) til præcisionsstøbte dele gennem en lukket, automatiseret injektionscyklus. I modsætning til termoplastisk sprøjtestøbning, som smelter faste pellets og sprøjter dem ind i en afkølet form, fungerer LSR-støbning omvendt: den to-komponent flydende silikone holdes kold under injektion og hærdes derefter inde i en opvarmet form gennem en platinkatalyseret vulkaniseringsreaktion. Denne grundlæggende forskel i materialeadfærd driver næsten enhver designbeslutning i LSR-specifikt maskineri - fra den temperaturkontrollerede cylinder og målesystem til spændeenheden og formkonstruktionen.
LSR-maskiner bruges på tværs af en lang række industrier, hvor silikones kombination af fleksibilitet, termisk stabilitet, biokompatibilitet og kemisk resistens er påkrævet. Medicinsk udstyr, spædbørnsprodukter, biltætninger, forbrugerelektronikkomponenter og industrielle membraner er blandt de mest almindelige anvendelser. At forstå maskinens arbejdsprincipper, nøgleundersystemer og udvælgelseskriterier er afgørende for ingeniører og indkøbsprofessionelle, der vurderer LSR-produktionskapacitet.
Sådan fungerer LSR-sprøjtestøbning: Kerneprocessen
LSR leveres som et todelt system: Komponent A indeholder basispolymeren og platinkatalysator, mens komponent B indeholder tværbinderen og inhibitoren. De to komponenter opbevares i separate tromler og føres gennem en doserings- og blandeenhed - typisk en statisk blander - der kombinerer dem i et præcist 1:1-forhold efter volumen. Opretholdelse af nøjagtighed i forholdet er kritisk, fordi enhver afvigelse ændrer hærdningskemien og producerer dele med inkonsekvent hårdhed, ufuldstændig hærdning eller overfladeklæbrighed.
Efter blanding sprøjtes den kombinerede LSR ind i en opvarmet form - typisk holdt mellem 160 °C og 220 °C - hvor platinkatalysatoren driver hurtig tværbinding. Hærdetider afhænger af delens geometri, vægtykkelse og formtemperatur, men de fleste produktionscyklusser spænder fra et par sekunder for tyndvæggede dele til flere minutter for tykkere komponenter. Fordi den hærdede silikone krymper lidt, når den tværbinder, skal formdesignet tage højde for denne dimensionsændring for at holde snævre tolerancer i den færdige del.
Selve indsprøjtningsenheden skal afkøles - typisk vandkølet til omkring 10-15°C - for at forhindre for tidlig hærdning i løbet, før haglet når formen. Dette koldløbssystem, der ofte udvides ind i indløbet og løberens geometri inde i formen, minimerer materialespild ved at holde LSR i sin uhærdede flydende tilstand op til porten, hvorefter varmeforskellen mellem den kolde løber og det varme formhulrum kan udløse hærdning, præcis hvor det er nødvendigt.
Nøgleundersystemer i en LSR-sprøjtestøbemaskine
Måle- og doseringsenhed
Målerenheden er det mest kritiske undersystem, der er unikt for LSR-behandling. Den trækker de to LSR-komponenter fra tromler under tryk ved hjælp af pneumatisk eller servodrevne stempelpumper, opretholder et præcist volumetrisk forhold gennem hele skuddet og leverer det blandede materiale til injektionsenheden uden at tilføre luft. Avancerede målesystemer opnår forholdsnøjagtighed inden for ±0,5 % på tværs af produktionskørsler og inkluderer kontinuerlige overvågningssensorer, der udløser alarmer, hvis forholdet afviger ud over en indstillet tolerance. Den statiske blander - et passivt spiralformet element, hvorigennem begge komponenter føres - opnår homogen blanding uden bevægelige dele, hvilket reducerer vedligeholdelseskravene sammenlignet med dynamiske blandingsalternativer.

Injektionsenhed
Injektionsenheden til LSR adskiller sig fra termoplastiske enheder på flere vigtige måder. Sneglegeometrien bruger en lav flyvedybde og lavt kompressionsforhold for at undgå at generere friktionsvarme, der ville hærde materialet i løbet for tidligt. Hele tønden er beklædt med et vandkølekredsløb. Indsprøjtningshastighed og tryk er servostyret for at sikre ensartede fyldningsegenskaber på tværs af hvert skud, og injektionsenheden fungerer typisk ved væsentligt lavere tryk end termoplastiske systemer - normalt mellem 500 og 1.500 bar - fordi LSR's lave viskositet kræver mindre kraft for at fylde formhulrummet.
Opspændingsenhed
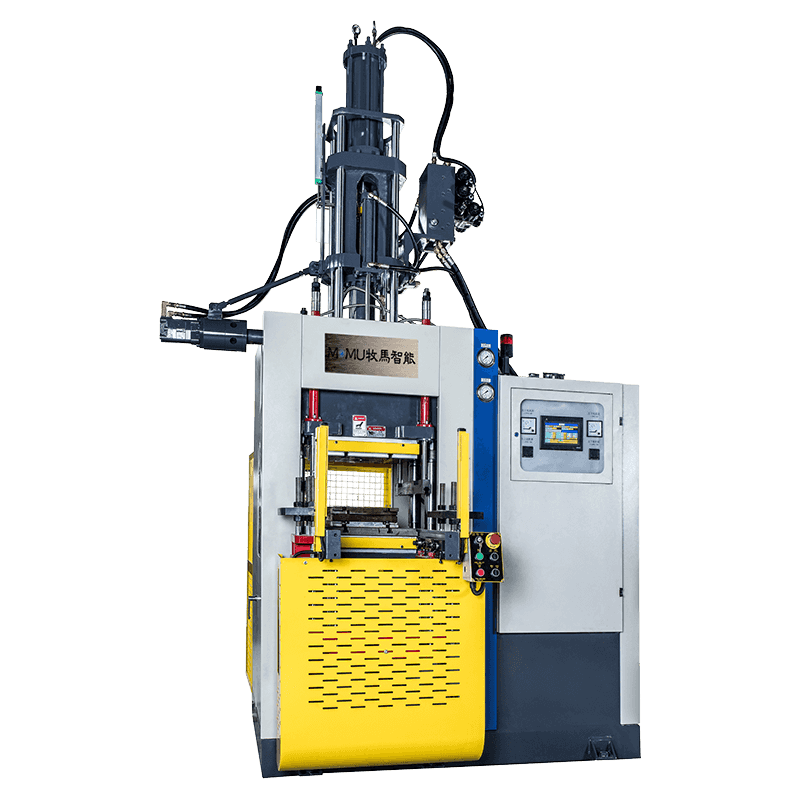
LSR-forme kræver meget høj klemkraft pr. enhed af projiceret delareal sammenlignet med termoplast, fordi den lave viskositet af LSR betyder, at den vil blinke hen over selv minimale skillelinjegab, hvis klemkraften er utilstrækkelig. Vippe- og hydrauliske spændesystemer bruges begge, og helt elektriske maskiner foretrækkes i stigende grad i renrumsmiljøer på grund af deres renhed, repeterbarhed og energieffektivitet. Krav til spændekraft beregnes ud fra hulrummets tryk ganget med det projicerede areal af delen plus løbesystemet.
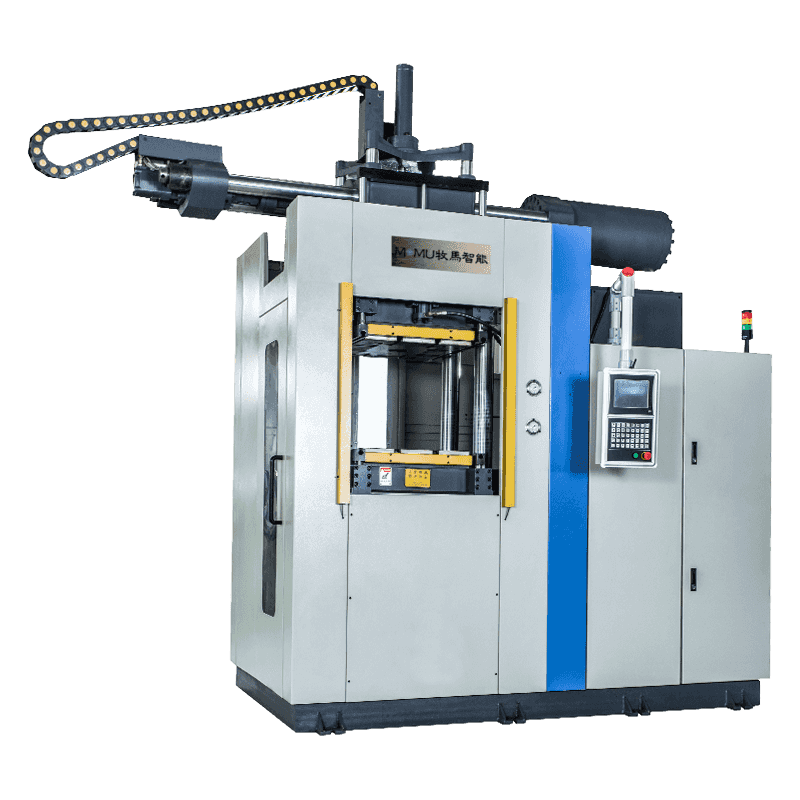
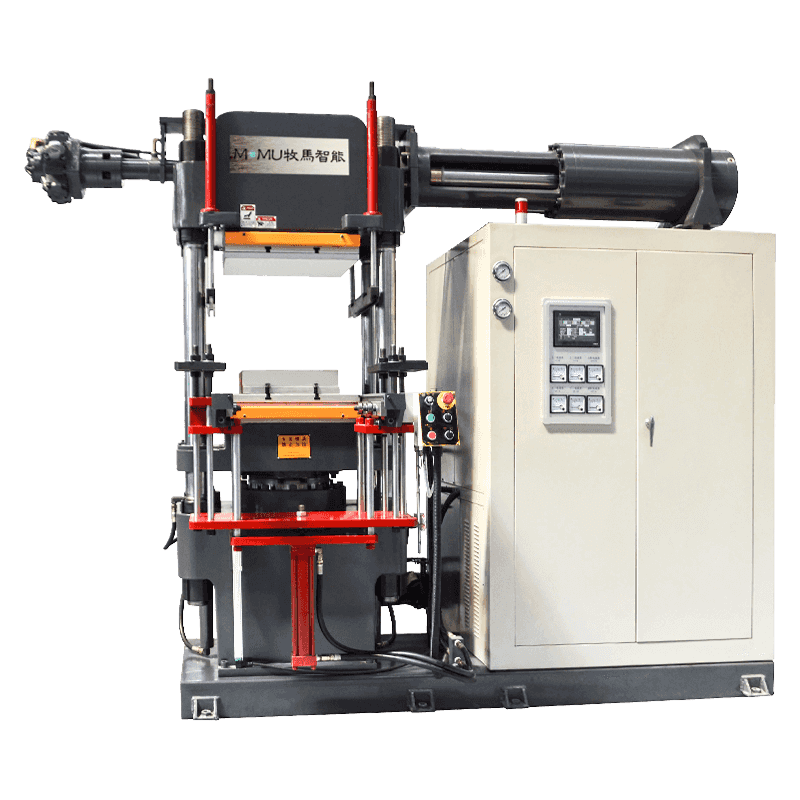
Sammenligning af LSR-maskine: Hydraulisk vs. Helelektrisk
| Feature | Hydraulisk LSR maskine | Helelektrisk LSR-maskine |
| Gentagelighed | Godt | Fremragende |
| Renrumsegnethed | Begrænset (risiko for olieforurening) | Høj (ingen hydraulisk væske) |
| Energiforbrug | Højere | 30-60 % lavere |
| Kapitalomkostninger | Lavere | Højere |
| Støjniveau | Højere | Lavere |
| Vedligeholdelse | Hyppigere (hydrauliske tætninger) | Mindre hyppigt |
| Bedste applikationspasning | Industridele med høj styrke | Medicinske, fødevaregodkendte præcisionsdele |
Industrier og applikationer, der driver LSR-maskinefterspørgsel
Væksten i LSR-sprøjtestøbning som produktionsmetode er knyttet direkte til det voksende sæt af industrier, der er afhængige af silikonens materialeegenskaber i krævende slutbrugsmiljøer. Hver branche har specifikke krav, der former, hvordan LSR-maskiner skal konfigureres og valideres.
- Medicinsk udstyr: LSR's biokompatibilitet under ISO 10993-standarder og evnen til at blive steriliseret ved autoklavering, EtO og gammastråling gør det til det foretrukne materiale til katetre, åndedrætsmasker, tætninger til implanterbare enheder og kirurgiske instrumentgreb. Maskiner, der bruges til medicinsk LSR-produktion, er typisk helt elektriske, renrumskompatible og udstyret med fuld procesdokumentation for overholdelse af lovgivningen.
- Spædbørns- og babyprodukter: Sutter, flaskenipler og tandprodukter kræver fødevarekontaktsikker silikone fri for blødgørere og BPA. LSR-kvaliteter certificeret i henhold til FDA 21 CFR og EU 10/2011 fødevarekontaktregler er standard, og produktionsmiljøer skal opfylde strenge hygiejnekontroller.
- Automotive: LSR bruges til tylletætninger, tændrørsstøvler, sensortætninger og komponenter under motorhjelmen, der skal modstå vedvarende temperaturer fra -50°C til 200°C. Højvolumen bilproduktion bruger typisk hydrauliske maskiner med multi-kavitet koldløber forme for omkostningseffektivitet.
- Forbrugerelektronik: Vandtætte pakninger, knapmembraner, ørepropper og tætninger til bærbare enheder repræsenterer et hurtigt voksende segment. Tyndvæggede højpræcisionsdele med snævre dimensionstolerancer er almindelige, hvilket favoriserer helelektriske maskiner med høj indsprøjtningshastighedskontrol.
- Industriel tætning: Pumpemembraner, ventiltætninger og kemikalieresistente pakninger udnytter silikonens modstandsdygtighed over for ozon, UV-stråling og et bredt spektrum af kemikalier. Disse har en tendens til at være tykkere sektionsdele produceret på hydrauliske maskiner ved lavere kavitation.
Kritiske faktorer ved valg af en LSR-sprøjtestøbemaskine
Valg af en LSR-maskine kræver evaluering af tekniske specifikationer i sammenhæng med dine specifikke dele, produktionsmængder og regulatoriske miljø. Flere faktorer afgør konsekvent, om en maskininvestering leverer det forventede afkast.
Skudstørrelsen og spændekraften skal afstemmes efter den projicerede del og løberområdet i stedet for at estimeres løst. LSR's lave viskositet betyder, at selv en beskeden mangel på klemkraft resulterer i flash — en tynd film af hærdet silikone ved skillelinjen, der kræver manuel trimning og øger skrotmængden. Beregn den nødvendige spændekraft ved et minimum på 0,3 til 0,5 tons pr. kvadratcentimeter af det projicerede hulrumsareal, og dimensioner maskinen med margen over dette tal for at imødekomme fremtidige formtilføjelser eller designændringer.
Temperaturstyringspræcision på tværs af formen er lige så vigtig som maskinens klemme- og indsprøjtningsydelse. Ujævne formtemperaturer producerer dele med inkonsekvent hærdning, dimensionsvariationer og overfladedefekter. Evaluer, om maskinens formtemperaturregulator understøtter zonebaseret temperaturkortlægning, og om formdesignet giver tilstrækkelig varmekanaldækning. I præcisionsmedicinske applikationer er støbetemperaturvariationer på mere end ±2°C over kavitetsoverfladen typisk uacceptabel.
Muligheder for procesovervågning og datalogning er blevet uomsættelige for regulerede industrier. Moderne LSR-maskiner integrerer hulrumstryksensorer, injektionshastighed og trykprofiler, logning af formtemperatur og verifikation af måleforhold i et samlet procesovervågningssystem. Disse data er påkrævet til procesvalidering i henhold til FDA 21 CFR Part 820 og ISO 13485 for medicinsk udstyr og efterspørges i stigende grad af Tier 1-kunder til bilindustrien som en del af PPAP-dokumentationspakker.
Almindelige procesfejl og hvordan man forebygger dem
Selv velspecificerede maskiner producerer defekter, når procesparametre drift eller skimmelbetingelser ikke er korrekt vedligeholdt. At erkende de grundlæggende årsager til almindelige LSR-defekter er afgørende for procesingeniører, der er ansvarlige for produktionskvalitet.
- Flash: Forårsaget af utilstrækkelig klemkraft, slidte skillelinjeoverflader eller for stort indsprøjtningstryk. Adresser ved at verificere beregninger af klemkraft, inspicere formens tilstand og reducere injektionshastigheden under påfyldningsfasen.
- Ufuldstændig udfyldning / kort skud: Resultatet af utilstrækkeligt injektionstryk, blokerede porte eller LSR, der er delvist hærdet i løberen, før den når hulrummet. Kontroller portens diameter, verificer tøndetemperaturen er inden for koldløberens målområde, og inspicér for hærdningshæmning fra kontaminering.
- Overflade klæbrighed: Angiver underhærdning, oftest forårsaget af forkert A:B-forhold, for lav formtemperatur eller utilstrækkelig hærdetid. Bekræft doseringsforholdet med en kontrolleret dispenseringstest, kontroller formtemperaturens ensartethed, og forlænge hærdetiden, hvis dimensionelle tolerancer tillader det.
- Luftindfangning / hulrum: Luft, der indføres under blanding eller injiceres med materialet, producerer bobler i den hærdede del. Sørg for, at doseringssystemet er korrekt renset før produktion, og kontroller, at indsprøjtningshastigheden ikke er så høj, at luft trækkes ind i portområdet foran LSR-flowfronten.
- Dimensionsvariation mellem skud: Normalt forbundet med måleinkonsistens, tøndetemperaturudsving eller variabel hærdetid på grund af skimmeltemperaturdrift. Gennemgå procesovervågningslogfiler for at identificere, hvilken variabel der korrelerer med dimensionsforskydning, og genkalibrer det relevante undersystem.